

Прецизионная обработка алюминия - это контролируемое удаление материала из алюминиевой заготовки, пластины, прутка, экструзии или литья для получения деталей с высокой точностью размеров, повторяющейся геометрией и качеством поверхности, специфичным для конкретного применения. Она широко используется для изготовления аэрокосмических кронштейнов, роботизированных концевых эффекторов, полупроводниковых креплений, корпусов медицинских приборов, оптических креплений, компонентов батарей для электромобилей, радиаторов и высокопроизводительных промышленных деталей.
В этом руководстве объясняется, как фрезерование, точение, сверление, растачивание, нарезание резьбы, пятиосевая обработка, финишная обработка и контроль с помощью ЧПУ обеспечивают производство прецизионных алюминиевых деталей. Оно написано для инженеров, покупателей и производственных команд, которым нужна практическая информация перед запросом котировок, выпуском чертежей или переходом от прототипа к производству.
Что такое прецизионная обработка алюминия?
Прецизионная обработка алюминия - это субтрактивный метод производства, при котором используются режущие инструменты с ЧПУ для достижения заданных размеров, допусков, геометрии и чистоты поверхности. По сравнению со многими сталями алюминий легче поддается обработке, поскольку он обладает меньшей плотностью, хорошей теплопроводностью и относительно низким сопротивлением резанию. Однако точная обработка алюминия по-прежнему требует тщательного контроля геометрии инструмента, удаления стружки, закрепления, теплового роста и контроля.
Термин прецизионная обработка алюминия обычно относится к деталям, требующим постоянного контроля размеров, например, ±0,005 дюйма, ±0,002 дюйма, ±0,001 дюйма или более жесткого контроля отдельных элементов. В метрических чертежах общие требования к точности могут составлять от ±0,10 мм до ±0,01 мм, в зависимости от размера элемента, геометрии детали и метода контроля.
Точность не означает, что каждый размер должен быть выдержан с максимально возможным допуском. Хороший план обработки отделяет критически важные для функционирования детали от некритичных размеров, что позволяет производить экономически эффективную продукцию без ущерба для производительности.
Почему алюминий часто используется для изготовления прецизионных деталей с ЧПУ
Алюминий выбирают для изготовления прецизионных деталей, поскольку он сочетает в себе небольшой вес, хорошую обрабатываемость, коррозионную стойкость и полезные механические свойства. Плотность алюминия составляет около 2,70 г/см³, что примерно на треть больше, чем у углеродистой стали, что делает его ценным для применения в тех случаях, когда уменьшение массы повышает скорость, эффективность или эргономичность.
- Высокое соотношение прочности и веса: Используется в аэрокосмической промышленности, робототехнике, транспорте и портативном оборудовании.
- Отличная обрабатываемость: Алюминий часто поддерживает высокие скорости вращения шпинделя и высокую скорость съема материала.
- Теплопроводность: Используется для изготовления радиаторов, холодных пластин и электронных корпусов.
- Устойчивость к коррозии: Естественное образование оксида и дополнительное анодирование повышают долговечность.
- Разнообразие поверхностей: Детали могут быть анодированы, хромированы, подвергнуты дробеструйной обработке, отшлифованы, отполированы или покрыты порошковой краской.
- Стабильность размеров: Правильный выбор сплава и снятие напряжения помогают уменьшить деформацию при обработке.
Распространенные алюминиевые сплавы для прецизионной обработки
Выбор сплава оказывает непосредственное влияние на режущие свойства, достижимые допуски, качество обработки, прочность, коррозионную стойкость и стоимость. Лучший материал - не всегда самый прочный; это тот, который отвечает функциональным, экологическим и производственным требованиям с наименьшим общим риском.
| Алюминиевый сплав | Характеристики обработки | Типовые применения | Инженерные заметки |
|---|---|---|---|
| 6061-T6 | Отличная общая обрабатываемость, стабильность и широкая доступность | Приспособления, кронштейны, корпуса, пластины, детали машин | Сбалансированный выбор по прочности, стоимости, анодированию и доступности |
| 7075-T6 | Хорошая обрабатываемость при более высоких усилиях резания, чем у 6061 | Аэрокосмические детали, высокопрочные конструктивные элементы, оснастка | Высокая прочность, но меньшая коррозионная стойкость по сравнению с 6061, если не защищена |
| 2024-T3 | Хорошая обрабатываемость, часто используется в авиационных компонентах | Аэрокосмическая арматура, конструкционные пластины, прецизионные рамы | Сильные усталостные характеристики; обычно нуждается в защите от коррозии |
| 6082-T6 | Хорошая обрабатываемость и механические характеристики | Европейские промышленные компоненты, рамы, обработанные конструкции | Часто рассматривается как более высокопрочная альтернатива 6061 на некоторых рынках |
| 5052-H32 | Более вязкая и пластичная, чем 6061; менее идеальна для обработки мелких деталей | Детали из листового металла, морские компоненты, корпусные детали | Отличная коррозионная стойкость, но обычно не является первым выбором для сложного фрезерования с ЧПУ |
| 6063-T5/T6 | Хорошо подходит для экструзии; умеренная прочность | Экструдированные профили, основания радиаторов, архитектурные компоненты | Применяется, когда обработка начинается с экструзии, а не с цельной заготовки |
| Литая плита MIC-6 | Стабильность, плоскость и низкое внутреннее напряжение | Прецизионные плиты, основания для оснастки, вакуумные приспособления | Применяется в тех случаях, когда плоскостность и стабильность размеров важнее высокой прочности на разрыв |
Пример выбора материала для прецизионного алюминиевого приспособления
Для вакуумного приспособления размером 400 мм x 250 мм, требующего плоскостности в пределах 0,03 мм, литая алюминиевая плита MIC-6 может быть более стабильной, чем высокопрочная кованая плита, поскольку литая плита для оснастки изготавливается с учетом низкого остаточного напряжения. Если та же деталь должна выдерживать высокие механические нагрузки, предпочтительнее использовать 6061-T6 или 7075-T6, а для уменьшения перемещений использовать черновую обработку, снятие напряжений и чистовую обработку.
Процессы с ЧПУ, используемые в прецизионной обработке алюминия
Прецизионные алюминиевые детали часто изготавливаются с использованием нескольких операций механической обработки. Выбор процесса зависит от геометрии детали, объема производства, требований к допускам и качества обработки поверхности.
Фрезерование с ЧПУ
Фрезерная обработка с ЧПУ используется для создания карманов, пазов, профилей, заплечиков, отверстий, бобышек и сложных трехмерных поверхностей. Для алюминия широко применяются стратегии высокоскоростной обработки, поскольку этот материал допускает более высокие скорости вращения шпинделя и подачи, чем многие черные материалы. Адаптивная очистка, трохоидальные траектории инструмента и динамическое фрезерование позволяют поддерживать постоянное зацепление инструмента и снижают тепловыделение.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ подходит для круглых деталей, таких как проставки, валы, резьбовые вставки, втулки, соединители и корпуса клапанов. Токарная обработка по швейцарскому типу может использоваться для небольших тонких алюминиевых деталей, требующих высокой точности. Инструментальная оснастка позволяет фрезеровать, сверлить и выполнять поперечные отверстия за один установ.
5-осевая обработка с ЧПУ
5-осевая обработка позволяет инструменту подходить к заготовке под разными углами, что сокращает время на установку и повышает точность обработки сложных деталей. Это особенно важно для аэрокосмических кронштейнов, крыльчаток, оптических корпусов, прототипов медицинских приборов и деталей с отверстиями под углом или сложными поверхностями.
Сверление, нарезание резьбы и фрезерование
Алюминий хорошо переносит сверление и нарезание резьбы, но качество резьбы зависит от подготовки отверстия, смазки, состояния инструмента и удаления стружки. Фрезерование резьбы часто предпочтительно для крупных резьб, глухих отверстий и дорогих деталей, поскольку оно позволяет получить контролируемую геометрию резьбы и снизить риск срыва метчика.
EDM и вторичные операции
Электроэрозионная обработка алюминия менее распространена, чем обработка закаленных сталей, но она может использоваться для обработки острых внутренних углов или специальных элементов. Вторичные операции могут включать снятие заусенцев, развертывание, хонингование, лазерную маркировку, сборку, установку вставок и обработку поверхности.
Допуски, GD&T и требования к чистоте поверхности
Допустимые отклонения зависят от состояния станка, износа инструмента, закрепления, геометрии детали, размера элемента, температурного контроля и метода контроля. Токарная деталь малого диаметра может удерживаться более жестко, чем большая тонкая пластина с карманом, поскольку пластина более уязвима к вибрациям и тепловым деформациям.
Во многих Обработка алюминия с ЧПУ В проектах практический общий допуск составляет ±0,005 дюйма или ±0,13 мм, если не указано иное. Прецизионные элементы могут быть выполнены с точностью ±0,001 дюйма или ±0,025 мм, в то время как высококонтролируемые отверстия, базовые точки или сопрягаемые поверхности могут потребовать более жестких допусков при дополнительном планировании процесса.
GD&T для алюминиевых деталей помогает определить такие функциональные соотношения, как истинное положение, плоскостность, перпендикулярность, параллельность, концентричность и допуск профиля. Это особенно полезно, когда детали должны собираться многократно, а не просто соответствовать отдельным координатным размерам.
| Требование | Типичный диапазон | Рассмотрение производства |
|---|---|---|
| Общий линейный допуск | ±0,13 мм до ±0,05 мм | Подходит для обработки многих некритичных размеров |
| Допуск на точные детали | ±0,025 мм до ±0,01 мм | Требуется стабильная установка, соответствующие инструменты и контролируемый контроль |
| Плоскостность на обработанной пластине | От 0,10 мм до 0,02 мм в зависимости от размера | Напряжение материала, баланс съема материала и крепление имеют решающее значение |
| Обработанная поверхность | Ra 3,2 мкм до Ra 0,8 мкм обычно достижимо | Траектория движения инструмента, геометрия фрезы, шаг и износ инструмента влияют на качество обработки |
| Тонкое расточенное отверстие | H7 или аналогичный класс годности возможен | Может потребоваться растачивание, развертывание или контролируемая интерполяция |
Когда более жесткие допуски увеличивают стоимость
Жесткие допуски могут потребовать более медленного выполнения чистовой обработки, специальных приспособлений, измерений в процессе обработки, стабилизации температуры, дополнительного контроля и учета риска брака. Например, изменение некритичной глубины кармана с ±0,10 мм до ±0,01 мм может увеличить время обработки и трудоемкость контроля без улучшения функциональности детали. Инженеры должны применять жесткие допуски только там, где они влияют на посадку, выравнивание, герметизацию, движение или производительность.
Инженерные задачи в области прецизионной обработки алюминия
Алюминий поддается обработке, но прецизионные работы по-прежнему представляют собой настоящие инженерные проблемы. Наиболее распространенными проблемами являются искажение деталей, болтанка, наращивание кромок, образование заусенцев, смещение допусков и дефекты поверхности после финишной обработки.
Деформация от остаточных напряжений
Алюминиевые плиты, экструзия и заготовки могут содержать остаточное напряжение, возникшее в результате прокатки, экструзии, закалки или предварительной обработки. Когда материал удаляется неравномерно, напряжение перераспределяется, и деталь может согнуться или искривиться. Тонкие стенки, большие карманы и асимметричное удаление материала увеличивают риск.
Распространенным решением является черновая обработка обеих сторон, оставление запаса для чистовой обработки, предоставление детали возможности отдохнуть, а затем выполнение окончательной обработки по контролируемым точкам. Для высокостабильных применений может быть использован материал с ослабленным напряжением или литая инструментальная плита.
Износ кромки и инструмента
Алюминий может налипать на режущую кромку, особенно если скорость, покрытие, смазка или отвод стружки недостаточны. Налипшая кромка изменяет геометрию резания и может стать причиной плохой обработки поверхности или несоответствия размеров. Острые твердосплавные инструменты, полированные канавки, подходящие покрытия и правильная подача СОЖ снижают этот риск.
Контроль над буром
Заусенцы обычно образуются на выходах пазов, просверленных отверстиях, тонких кромках и пересекающихся элементах. Борьба с заусенцами важна для деталей, используемых в оптике, пневматике, медицинских приборах, электронике и прецизионных узлах. Методы удаления заусенцев включают ручное разрушение кромок, галтовку, обработку щеткой, обработку абразивным потоком и контролируемое удаление заусенцев с помощью инструмента.
Тепловой рост
Коэффициент теплового расширения алюминия составляет примерно 23 мкм/м-°C. Алюминиевая деталь диаметром 300 мм может измениться примерно на 0,0069 мм при изменении температуры на 1°C. Для деталей с требованиями ±0,01 мм важными становятся температура в цеху, температура охлаждающей жидкости и температура контроля.
Инженерный пример: уменьшение погрешности плоскостности на тонкой алюминиевой пластине
Обработанная пластина 6061-T6 размером 320 мм x 180 мм x 12 мм показала отклонение от плоскостности на 0,18 мм после сильного кармана с одной стороны. План производства был пересмотрен, чтобы использовать сбалансированную черновую обработку с обеих сторон, 0,5-миллиметровый финишный припуск, вакуумную поддержку при чистовой обработке и 12-часовой период релаксации перед окончательной наплавкой. Измеренная плоскостность улучшилась до 0,038 мм, и повторная обработка была исключена в следующей производственной партии.
Проектирование для обеспечения технологичности алюминиевых деталей с ЧПУ
Проектирование с учетом требований технологичности, или DFM, снижает стоимость и время выполнения заказа, повышая надежность обработки. Деталь, спроектированную только для выполнения функции, может быть сложно закрепить, проверить или удалить заусенцы. Деталь, спроектированная с учетом функциональности и обработки, часто позволяет добиться лучшей согласованности при меньших общих затратах.
- Используйте реалистичные допуски: Применяйте жесткие допуски только к функциональным элементам.
- Избегайте излишне глубоких карманов: Для глубоких полостей требуются длинные инструменты, которые снижают жесткость и повышают риск разболтанности.
- Добавьте внутренние радиусы: Внутренние углы должны соответствовать практическим размерам фрез; острые внутренние углы дорогостоящи или невозможны при стандартном фрезеровании.
- Контролируйте толщину стенок: Тонкие стенки могут прогибаться при резке и проверке.
- Обеспечьте четкие опорные точки: Стратегия определения координат улучшает повторяемость настройки и согласованность контроля.
- Указывайте отделку поверхности только там, где это необходимо: К косметическим поверхностям и уплотнительным поверхностям могут предъявляться разные требования.
- Рассмотрите возможность изменения толщины отделки: Анодирование и покрытие могут влиять на размеры, особенно на отверстия и резьбу.
- Предусмотрите доступ к инструментам: Элементы, скрытые за стенами или расположенные под большим углом, могут потребовать 5-осевой обработки или специального инструмента.
Проверка DFM перед производством особенно ценно при масштабировании от 5 опытных образцов до 500 или 5 000 серийных единиц. Небольшие корректировки конструкции могут сократить количество наладок, увеличить срок службы инструмента и предотвратить нарушение допусков.
Варианты обработки поверхности обработанного алюминия
Обработка поверхности изменяет внешний вид, коррозионную стойкость, износостойкость, электропроводность и размерные характеристики. Выбор правильной отделки зависит от того, является ли деталь косметической, конструкционной, проводящей, износостойкой, подверженной воздействию внешних факторов или химическому воздействию.
| Отделка | Назначение | Типичные соображения |
|---|---|---|
| Обработанный | Функциональные поверхности, прототипы, скрытые компоненты | Быстро и экономично; следы от инструментов могут оставаться видимыми |
| Дробеструйная обработка | Равномерный матовый вид | Можно слегка смягчить острые края и изменить косметическую текстуру |
| Прозрачное или цветное анодирование | Устойчивость к коррозии и внешний вид | Размеры могут меняться; цвет зависит от сплава и партии. |
| Анодирование с твердым покрытием | Повышенная износостойкость | При прецизионных посадках необходимо учитывать увеличение толщины |
| Химическое конверсионное покрытие | Защита от коррозии с электропроводностью | Применяется в аэрокосмической промышленности и электронике |
| Порошковое покрытие | Прочное цветное покрытие | Более толстое покрытие; может потребоваться маскировка резьбы и критических поверхностей |
| Безэлектродное никелирование | Износостойкость и коррозионная стойкость | Обеспечивает более твердую поверхность, но усложняет процесс. |
Обработка анодированного алюминия требует согласования между допусками на обработку и толщиной покрытия. Для узких отверстий, скользящих посадок или резьбовых отверстий на чертеже должно быть четко указано, какие размеры применяются до или после анодирования.
Контроль качества и инспекция прецизионных алюминиевых деталей
Качество прецизионной обработки не подтверждается только возможностями станка. Оно требует планирования проверок, калиброванного оборудования, стабильных точек отсчета и документированных критериев приемки. Для критически важных деталей контроль должен рассматриваться в процессе проектирования и составления сметы, а не после производства.
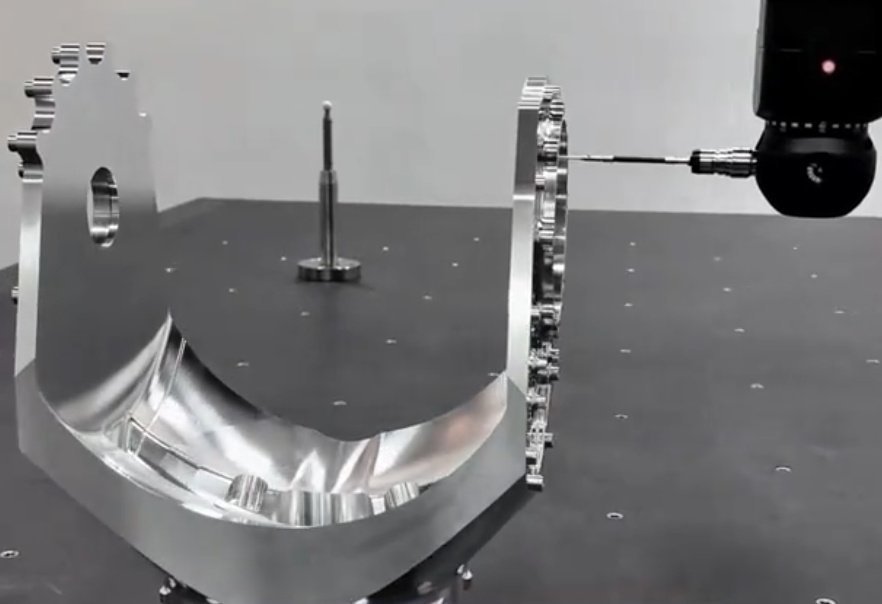
- Проверка на КИМ: Измеряет сложную геометрию, истинное положение, профили и базовые координаты.
- Измерители высоты и гранитные плиты: Применяется для проверки плоскостности, перпендикулярности и основных размеров.
- Оптические измерения: Эффективна для обработки мелких деталей, профилей кромок и тонких элементов.
- Измерители резьбы: Подтвердите приемлемость внутренней и внешней резьбы.
- Приборы для определения шероховатости поверхности: Убедитесь в наличии Ra или других требований к текстуре поверхности.
- Проверка первой статьи: Подтверждает, что первая партия продукции соответствует требованиям чертежей и спецификаций.
- Прощупывание в процессе работы: Снижение риска за счет проверки характеристик до снятия детали с приспособления.
Отчеты о проверке первой статьи часто запрашиваются для аэрокосмической, оборонной, медицинской промышленности, робототехники и компонентов, связанных с полупроводниками. Для производственных программ может применяться статистическое управление процессом для контроля критических размеров с течением времени.
Драйверы затрат в прецизионной обработке алюминия
Обработка алюминия зачастую обходится дешевле, чем нержавеющей стали или титана, но стоимость детали зависит не только от цены материала. Самыми значительными факторами, влияющими на стоимость, являются время обработки, сложность установки, требования к допускам, отделка, контроль и объем производства.
| Драйвер затрат | Почему это важно | Как снизить риск |
|---|---|---|
| Форма и сплав материала | 7075 и специальные пластины могут стоить дороже, чем 6061 | Выбирайте сплав, исходя из его функциональности, а не максимальной прочности по умолчанию |
| Подсчет настроек | Каждая установка увеличивает трудозатраты, время закрепления и риск выравнивания. | Используйте 5-осевую обработку или перепроектируйте функции для уменьшения количества установок, если это целесообразно |
| Жесткие допуски | Повышение риска обработки, контроля и брака | Применяйте точность только для критических размеров |
| Глубокие карманы и тонкие стены | Требуют более медленной обработки и тщательной поддержки | По возможности увеличьте радиус, уменьшите глубину или измените толщину стенки |
| Отделка поверхности | Анодирование, дробеструйная обработка и нанесение покрытий увеличивают время обработки. | Четко очертите косметические поверхности и замаскируйте критические зоны |
| Требования к осмотру | Отчеты КИМ и полный контроль размеров увеличивают время | Заранее определите критические размеры и план отбора проб |
Прототип и серийная обработка алюминия
При обработке прототипов основное внимание уделяется скорости, проверке конструкции и обратной связи с инженерами. При серийной обработке основное внимание уделяется повторяемости, времени цикла, эффективности контроля и стабильности поставок. Одна и та же модель CAD может потребовать различных технологических планов на каждом этапе.
Для изготовления прототипов машинист может использовать гибкие заготовки и ручное удаление заусенцев, чтобы быстро изготовить детали. Для производства могут быть оправданы нестандартные приспособления, мягкие зажимные губки, системы поддонов, автоматизированные измерительные приборы, управление сроком службы инструмента и документированные планы контроля.
Готовая к производству обработка алюминия должны учитывать согласованность партий материалов, контроль партии отделки, упаковку, контроль пересмотра и прослеживаемость. Эти факторы особенно важны, когда детали используются в регулируемых отраслях или на долгосрочных платформах оборудования.
Контрольный список для покупателя и инженера перед запросом предложения
Четкий пакет RFQ помогает поставщикам точно определить цену и сократить задержки, которые можно предотвратить. Покупатели и инженеры должны предоставить достаточно технической информации, чтобы определить геометрию, функциональность, уровень качества и ожидания по поставке.
- 3D CAD-файл в формате STEP, Parasolid или в родном формате
- 2D-чертеж с допусками, опорными точками и критическими размерами
- Марка материала и температура, например, 6061-T6 или 7075-T6
- Количество для прототипа, опытной партии и прогноза производства
- Требования к отделке поверхности, включая цвет анодирования или тип покрытия
- Спецификации резьбы, вставки, маскировочные зоны и специальные требования к обрыву кромок
- Требования к проверке, например, отчет КИМ, проверка первого изделия или сертификат соответствия
- Контекст применения (при необходимости), например, оптическая юстировка, герметизация, перенос нагрузки или термоперенос
- Целевое время выполнения заказа и требования к упаковке
Поставщик может предоставить более качественную информацию о производстве, если в RFQ указано, какие размеры являются действительно критическими. Если каждый размер будет обозначен как критический, то в предложении, как правило, будет указано большее время проверки и больший производственный риск.
Как оценить поставщика прецизионной обработки алюминия
Выбор поставщика должен основываться на технических возможностях, качестве связи, дисциплине контроля и опыте работы с аналогичными алюминиевыми компонентами. Цена имеет значение, но самая низкая цена за единицу продукции может стать дорогой, если возникнут проблемы с допуском, косметические дефекты или задержки с поставкой.
- Возможности машины: Ищите фрезерные, токарные, 5-осевые или фрезерно-токарные станки с ЧПУ, соответствующие вашим геометрическим параметрам.
- Опыт работы с алюминием: Подтвердите опыт работы с тонкими стенками, анодированными деталями с косметическим покрытием, радиаторами, приспособлениями или компонентами аэрокосмического типа, если это имеет отношение к делу.
- Инспекционные ресурсы: КИМ, проверка шероховатости поверхности и калиброванные измерительные приборы обеспечивают надежный контроль качества.
- Коммуникация DFM: Хорошие поставщики заблаговременно выявляют конфликты, связанные с допуском, риски при отделке и возможности экономии.
- Координация отделочных работ: Если анодирование или нанесение покрытия передается на аутсорсинг, контроль процесса и упаковка все равно имеют значение.
- Контроль ревизии: Производственные программы требуют четкого контроля над чертежами, файлами CAD и инженерными изменениями.
- Прослеживаемость: Сертификаты на материалы и записи о проверке могут потребоваться для аэрокосмических, медицинских и промышленных систем.
Практический пример спецификации для обработанной алюминиевой детали
В следующем примере показано, как инженер может определить точно обработанный алюминиевый корпус для робототехнического узла:
- Материал: Алюминий 6061-T6
- Процесс: Трехкоординатное фрезерование с ЧПУ с последующим сверлением и нарезанием резьбы
- Общий допуск: ±0,10 мм, если не указано иное
- Отверстие под подшипник: Ø32.000 мм +0.015 / 0.000 мм
- Плоскостность базовой поверхности: 0,03 мм
- Резьбовые отверстия: M4 x 0,7, 6H, минимальная глубина резьбы 8 мм
- Обработка поверхности: Ra 1,6 мкм на сопрягаемых поверхностях, в других местах - механическая обработка
- Отделка: Прозрачное анодирование, размеры наносятся после анодирования для отверстия под подшипник
- Контроль: Отчет КИМ о положении отверстия, плоскостности и соотношении точек отсчета
Этот тип спецификации дает поставщику обработки достаточно информации для планирования инструментов, приспособлений, припусков на чистовую обработку и контроль. Он также предотвращает неоднозначность в вопросе о том, включается ли наращивание покрытия в окончательные требования к размерам.
Заключение
Прецизионная обработка алюминия позволяет получать легкие, точные и готовые к производству детали, если выбор сплава, планирование процесса с ЧПУ, DFM, финишная обработка и контроль согласованы между собой. Наилучшие результаты достигаются при согласовании требований к допускам и функциональности, выборе правильной марки алюминия, контроле искажений и четком информировании о критических характеристиках.
Для инженеров и покупателей наиболее важным выводом является то, что точность - это результат на уровне системы. Станки имеют значение, но также важны состояние материала, заготовка, стратегия траектории инструмента, тепловой контроль, удаление заусенцев, обработка поверхности и измерения. Правильно разработанный проект по обработке алюминия снижает стоимость, сокращает время выполнения заказа и повышает надежность деталей в долгосрочной перспективе.



