
Обработка алюминия с ЧПУ - один из самых распространенных методов производства легких, точных и функциональных металлических компонентов. От аэрокосмических кронштейнов и корпусов для робототехники до креплений для медицинских приборов и радиаторов, обработка алюминия на станках с ЧПУ предлагает оптимальный баланс обрабатываемости, соотношения прочности и веса, коррозионной стойкости и гибкости производства.
В этом руководстве объясняется, как инженеры, покупатели и разработчики продукции оценивают услуги по обработке алюминия на станках с ЧПУ, выбирают сплавы, определяют допуски, снижают стоимость и избегают распространенных производственных рисков. В нем также рассматриваются реальные инженерные соображения для алюминиевых деталей, обработанных на станках с ЧПУ, включая плоскостность, прочность резьбы, припуск на анодирование, контроль заусенцев и требования к контролю.
Что такое обработка алюминия с ЧПУ?
Обработка алюминия с ЧПУ - это субтрактивный производственный процесс, в котором оборудование с компьютерным управлением удаляет материал из алюминиевой заготовки для создания точных деталей. Процесс может включать фрезерование с ЧПУ, токарную обработку с ЧПУ, сверление, растачивание, нарезание резьбы, развертывание, прорезку карманов, нанесение контуров, гравировку и отделочные операции.
Современный станок с ЧПУ для алюминия способен обеспечить повторяемость размеров при изготовлении прототипов, мостовых и серийных изделий. В зависимости от геометрии детали могут изготавливаться на 3-осевых фрезерных станках, 4-осевых обрабатывающих центрах, 5-осевых станках с ЧПУ, токарных станках с ЧПУ, токарных станках швейцарского типа или токарно-фрезерном оборудовании.
Типичные области применения включают:
- Корпуса для электроники и радиочастотные корпуса
- Теплоотводы и терморегулирующие пластины
- Аэрокосмические кронштейны, рамы и конструктивные элементы
- Крепления для автомобильных датчиков и легкие приспособления
- Робототехнические манипуляторы, концевые эффекторы и корпуса приводов
- Компоненты медицинских и лабораторных приборов
- Оптические крепления, корпуса фотоаппаратов и позиционирующие ступени
Почему алюминий популярен в производстве деталей с ЧПУ
Алюминий часто выбирают потому, что он относительно легко поддается обработке по сравнению с нержавеющей сталью, титаном или закаленной инструментальной сталью. Многие марки алюминия считаются пригодными для обработки, то есть их можно фрезеровать или точить на высоких скоростях шпинделя с хорошей чистотой поверхности и предсказуемым образованием стружки.
Для покупателей, сравнивающих материалы, обработка алюминия на станках с ЧПУ обычно обеспечивает ряд коммерческих и инженерных преимуществ:
- Низкая плотность: Алюминий весит примерно на треть меньше стали, что помогает снизить массу сборки.
- Хорошая обрабатываемость: Сокращение времени цикла позволяет снизить стоимость единицы продукции, особенно при среднесерийном производстве.
- Устойчивость к коррозии: Естественное образование оксида и анодирование повышают долговечность во многих средах.
- Теплопроводность: Алюминий широко используется для изготовления радиаторов, холодных пластин и корпусов электроники.
- Электропроводность: Он может использоваться для заземления компонентов, шин и электрических корпусов.
- Варианты обработки поверхности: Алюминий подвергается анодированию, дробеструйной обработке, полировке, хроматированию, покраске и порошковому покрытию.
Во многих проектах, алюминиевые обработанные детали Заменяют отливки, узлы из листового металла или пластиковые детали, когда требуются более жесткие допуски, повышенная жесткость или лучший теплоотвод.

Распространенные алюминиевые сплавы для обработки на станках с ЧПУ
Выбор правильного сплава - одно из самых важных решений при обработке алюминия на заказ. Выбор оптимального сплава зависит от механической нагрузки, косметических требований, коррозионной среды, потребностей в сварке, насыщенности цвета анодирования и бюджета.
| Сплав | Типичное использование | Примечания по обработке | Инженерные соображения |
|---|---|---|---|
| 6061-T6 | Общие кронштейны, корпуса, рамы, крепления | Отличная обрабатываемость и доступность | Хорошая прочность, коррозионная стойкость и способность к анодированию |
| 7075-T6 | Аэрокосмические детали, высокопрочные структурные компоненты | Машины хорошо работают, но могут потребовать тщательного управления стрессом | Более высокая прочность по сравнению с 6061, меньшая коррозионная стойкость |
| 2024-T3/T351 | Аэрокосмическая арматура и детали, подверженные усталостным нагрузкам | Хорошая обрабатываемость | Сильные усталостные характеристики, но меньшая коррозионная стойкость |
| 5052 | Панели, морские компоненты, формованные детали | Более мягкий и менее подходящий для тяжелой обработки | Хорошая коррозионная стойкость, обычно используется в виде листов |
| 6082 | Структурные компоненты в европейском и промышленном оборудовании | Хорошо подходит для фрезерования и точения | Сравнимо с 6061 во многих областях применения |
| Литая плита MIC-6 | Инструментальные плиты, опорные плиты, прецизионные приспособления | Стабильный и плоский после обработки | Применяется, когда плоскостность и стабильность размеров имеют решающее значение |
Для большинства алюминиевых деталей общего назначения, обрабатываемых на станках с ЧПУ, по умолчанию выбирают 6061-T6, поскольку он широко распространен, экономичен, стабилен и совместим со многими видами отделки поверхности. Для компонентов с высокой нагрузкой можно предпочесть 7075-T6, но он требует большего внимания к защите от коррозии и концентрации напряжений.
Памятка по выбору материалов для инженеров
Если чертеж требует жесткой плоскостности на широкой пластине, рассмотрите вариант литой инструментальной пластины вместо экструдированного прутка. Экструдированный алюминий может содержать остаточные напряжения, которые высвобождаются при интенсивной обработке карманов, вызывая изгиб или скручивание. Для прецизионных опорных пластин можно использовать пластину 6061 с покрытием MIC-6 или с ослабленным напряжением, что сокращает объем повторной обработки и повышает выход годных при контроле.
Возможности цеха по обработке алюминия
Квалифицированный цех по обработке алюминия должен быть способен обрабатывать прототипы, функциональные тестовые образцы и серийные компоненты, сохраняя при этом постоянный контроль размеров. Точные возможности алюминиевых мастерских различаются, но основные услуги обычно включают фрезерование с ЧПУ, токарную обработку с ЧПУ, удаление заусенцев, нарезание резьбы, установку вставок, обработку поверхности и контроль.
При выборе источника обработка алюминия, Покупатели должны оценить, есть ли у поставщика опыт работы с конкретной геометрией и производственными требованиями. Например, крупные детали из алюминия требуют другого оборудования, приспособлений и методов контроля, чем небольшие точеные втулки или миниатюрные электронные корпуса.
3-осевая фрезерная обработка с ЧПУ
Трехкоординатное фрезерование эффективно для обработки пластин, карманов, пазов, зенкеров, монтажных поверхностей и простых призматических деталей. Оно часто используется для изготовления кронштейнов, переходных пластин, крышек, приспособлений и корпусов с функциями, доступными с одной или нескольких установок.
Четырех- и пятиосевая обработка с ЧПУ
4-осевая и 5-осевая обработка сокращает количество настроек и повышает точность обработки деталей с нескольких сторон. Это очень важно при обработке сложных алюминиевых деталей с ЧПУ, имеющих угловые отверстия, сложные поверхности, подрезы или жесткие позиционные допуски.
Токарная и фрезерная обработка с ЧПУ
Круглые алюминиевые детали, такие как проставки, валы, корпуса, корпуса клапанов, втулки и резьбовые адаптеры, обычно изготавливаются на токарных станках с ЧПУ. Токарно-фрезерные центры могут совмещать токарную обработку, фрезерование, сверление и нарезание резьбы в одной установке для улучшения концентричности и сокращения времени обработки.
Крупноформатная обработка алюминия
Для обработки крупных плит, структурных рам, портальных компонентов и аэрокосмических панелей требуются станки с достаточным ходом, мощностью шпинделя, подачей охлаждающей жидкости и стабильным креплением. Для обработки крупных алюминиевых деталей также может потребоваться поэтапная черновая обработка, снятие напряжений и окончательная доводка для контроля плоскостности.
Допуски, чистота поверхности и правила проектирования
Ожидаемые допуски должны соответствовать назначению детали. Слишком жесткие допуски увеличивают время контроля, риск брака и стоимость обработки. Для многих алюминиевых деталей, обрабатываемых на станках с ЧПУ, общий допуск ±0,005 дюйма или ±0,13 мм достижим без специальной обработки. Более жесткие допуски, такие как ±0,001 дюйма или ±0,025 мм, возможны для отдельных деталей, но они требуют стабильной геометрии, контролируемых установок, соответствующих инструментов контроля, а иногда и температурного контроля.
Реалистичная стратегия обеспечения допусков особенно важна для проектов по индивидуальной обработке алюминия, включающих сопрягаемые узлы, посадочные места подшипников, кольцевые канавки, отверстия под штифты или оптические юстировочные поверхности.
| Тип характеристики | Типичный практический допуск | Примечания |
|---|---|---|
| Общие размеры фрезеровки | ±0,005 дюйма / ±0,13 мм | Обычно для некритичных характеристик |
| Прецизионные отверстия | ±0,0005 - ±0,0015 дюйма / ±0,013 - ±0,038 мм | Может потребоваться расточка, развертка или проверка интерполяции |
| Плоскость на широких пластинах | Зависит от размера, толщины и состояния материала | Может потребоваться снятие напряжений и обработка сбалансированного материала |
| Резьбовые отверстия | Управляемый манометр | Глубина резьбы, тип вставки и слой анодирования должны быть указаны |
| Косметические поверхности | Требования к ра или визуальный стандарт | Следует определить маркировку инструмента, дробеструйную обработку и класс анодирования |
Шероховатость поверхности обычно задается с помощью таких значений шероховатости, как Ra 3,2 мкм, Ra 1,6 мкм или Ra 0,8 мкм. Для многих алюминиевых деталей, обрабатываемых на станках с ЧПУ, Ra 1,6 мкм является практичной чистотой обработки, если контролируются параметры резания, состояние инструмента и жесткость детали.
Правила проектирования, позволяющие сократить расходы и время выполнения заказа
- Вместо острых внутренних углов используйте радиусы внутренних углов, соответствующие стандартным торцевым фрезам.
- По возможности избегайте глубоких узких карманов: они требуют более длинных инструментов и медленной подачи.
- Указывайте жесткие допуски только для функциональных элементов.
- По возможности используйте стандартную толщину заготовки, чтобы уменьшить съем материала.
- Используйте общие размеры резьбы и избегайте излишне глубоких резьбовых отверстий.
- Для анодированных деталей определите маскированные участки, электрические контактные поверхности и критические размеры после финишной обработки.
Варианты обработки поверхности для деталей из алюминия
Финишная обработка поверхности улучшает внешний вид, коррозионную стойкость, износостойкость и эксплуатационные характеристики изделия. Правильная отделка должна быть определена заранее, поскольку отделка может изменить размеры, состояние кромок, цвет и проводимость.
- Обработанный: Быстро и экономично, с видимыми следами от инструмента в зависимости от стратегии обработки.
- Дробеструйная обработка: Обеспечивает равномерную матовую текстуру перед анодированием или для косметических деталей.
- Анодирование типа II: Обычно используется для декоративных и антикоррозийных покрытий прозрачного, черного, красного, синего и других цветов.
- Анодирование с твердым покрытием типа III: Используется для повышения износостойкости и долговечности.
- Химическое конверсионное покрытие: Сохраняет электропроводность лучше, чем анодирование, и повышает коррозионную стойкость.
- Порошковое покрытие: Обеспечивает долговечность цветных поверхностей, но имеет большую толщину, чем анодирование.
- Полировка: Используется для косметических поверхностей или поверхностей с низким коэффициентом трения, где требуется отражающая поверхность.
Толщина анодирования - распространенный источник инженерных проблем. Анодирование типа II может добавить примерно 0,0002-0,0010 общей толщины, в то время как анодирование твердым покрытием может быть толще в зависимости от спецификации. Критические отверстия, резьбовые отверстия, поверхности скольжения и площадки заземления должны быть проверены перед выпуском.
Драйверы затрат в сфере услуг по обработке алюминия с ЧПУ
Стоимость услуг по обработке алюминия на станках с ЧПУ зависит от времени программирования, стоимости материалов, машинного времени, сложности настройки, износа инструмента, требований к контролю, финишной обработке и количества заказа. Алюминий обычно обрабатывается быстрее, чем сталь, но геометрия детали все равно может сделать простой на вид компонент дорогим.
К наиболее крупным факторам, определяющим расходы, относятся:
- Количество установок: Каждая перестановка увеличивает трудозатраты, риск выравнивания и время проверки.
- Объем съема материала: Глубокие карманы и тонкие стенки могут потребовать нескольких черновых и чистовых обработок.
- Жесткие допуски: Прецизионные элементы требуют более медленной резки, стабильного крепления и более тщательного контроля.
- Тонкие стены: Тонкий алюминий может вибрировать, прогибаться или деформироваться после разжимания зажима.
- Требования к отделке поверхности: Косметическая обработка, дробеструйная обработка и анодирование добавляют дополнительные этапы процесса.
- Размер детали: Для изготовления крупных деталей требуются более крупные станки, более дорогие материалы и более сложная обработка.
- Качественная документация: Контроль первого изделия, отчеты КИМ, сертификаты на материалы и сертификаты на технологические процессы увеличивают стоимость, но могут быть необходимы.
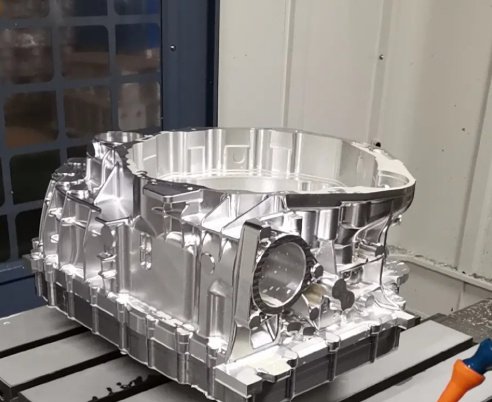
В одном показательном инженерном обзоре корпус изначально требовал пяти установок, поскольку критические элементы были расположены на всех шести сторонах. Благодаря изменению двух нефункциональных карманов и увеличению внутреннего радиуса процесс сократился до трех установок. В результате измеренное время цикла сократилось примерно на 18 %, а разброс размеров между базовыми элементами уменьшился.
Взгляд со стороны покупателя: что включить в RFQ
Полный запрос предложений должен включать файлы 3D CAD, 2D чертежи, марку и отпуск материала, количество, обработку поверхности, критические допуски, требования к контролю, спецификации резьбовых вставок, требования к упаковке и целевую дату поставки. Если деталь представляет собой деталь для обработки алюминия, используемую в регулируемом продукте, включите требования к отслеживанию и документации на стадии предложения.
Контроль качества для алюминиевых деталей с ЧПУ
Контроль качества алюминиевых деталей, обработанных на станках с ЧПУ, должен основываться на назначении детали, требованиях чертежей и производственных рисках. Надежный поставщик должен определить методы контроля до начала производства, а не после появления дефектов.
К распространенным методам проверки относятся:
- Штангенциркули и микрометры для измерения общих размеров
- Измерители высоты для измерений по точкам отсчета
- Расточные и штифтовые калибры для отверстий и пазов
- Резьбовые калибры для резьбовых отверстий и резьбовых элементов
- Контроль на КИМ для определения геометрических допусков и сложных профилей
- Тесты для определения шероховатости поверхности в соответствии с требованиями Ra
- Оптические компараторы или системы технического зрения для малых объектов
- Толщиномеры покрытий для анодированных или покрытых деталей
Для производственных заказов контроль первого изделия позволяет убедиться в том, что процесс обработки, настройка, оснастка и план измерений соответствуют требованиям. Для крупносерийных или критически важных для безопасности деталей может использоваться статистический контроль процесса по ключевым характеристикам.
Общие инженерные проблемы и практические решения
Алюминий легко поддается обработке по сравнению со многими металлами, но все же он представляет собой реальную производственную проблему. Следующие проблемы часто встречаются при обработке алюминия на станках с ЧПУ и могут повлиять на стоимость, время выполнения заказа или характеристики детали.
Прогиб тонкостенной конструкции
Тонкие стенки могут смещаться под давлением инструмента, что приводит к образованию карманов с завышенным размером, следов от болтанки или неравномерной толщины стенок. Решения включают в себя оставление опорных ребер до последнего прохода, использование острых инструментов, уменьшение радиального зацепления, симметричную обработку и регулировку опоры приспособления.
Формирование Бурра
Алюминий может образовывать заусенцы вокруг просверленных отверстий, фрезерованных кромок, пересекающихся поверхностей и срезов мягких сплавов. Для борьбы с заусенцами могут потребоваться оптимизация траектории инструмента, фрезерование с подъемом, острые твердосплавные инструменты, фаски, ручное удаление заусенцев, вибрационная обработка или спецификации на отрыв кромок.
Искажение после механической обработки
Остаточное напряжение в пластине, прутке или экструзии может высвобождаться при удалении материала. Это особенно характерно для больших карманов, тонких пластин и асимметричных деталей. Снятие напряжения с материала, черновая обработка, сбалансированное снятие заготовки и окончательная обрезка могут улучшить стабильность размеров.
Проблемы с подгонкой анодирования
Анодирование может изменить размеры отверстий, посадку резьбы и скользящие поверхности. Если вал, подшипник, штифт или вставка должны быть установлены после финишной обработки, на чертеже следует указать, какие размеры применяются до или после покрытия.
Как выбрать услуги по обработке алюминия с ЧПУ
Выбор подходящей услуги по обработке алюминия на станках с ЧПУ зависит не только от цены. Выбор лучшего поставщика зависит от стадии проекта, сложности детали, потребностей в документации, требований к отделке и ожидаемых сроков поставки. Мастерская, ориентированная на изготовление прототипов, может отлично подойти для быстрых проектных итераций, в то время как поставщик алюминия, ориентированный на производство, может быть лучше для повторных заказов с контролем процесса.
Покупатели должны оценивать мастерскую по обработке алюминия по следующим критериям:
- Соответствующий опыт работы по совместительству: Аналогичные материалы, допуски, отделка и применение.
- Возможности машины: Соответствующее перемещение, скорость вращения шпинделя, количество осей и объем заготовки.
- Отзывы инженеров: Способность выявлять риски технологичности до начала производства.
- Инспекционные ресурсы: КИМ, измерительные приборы, испытания на шероховатость поверхности и документированные процедуры контроля качества.
- Координация отделочных работ: Опыт работы с анодированием, маскировкой, дробеструйной обработкой и допуском покрытий.
- Масштабируемость: Возможность перехода от прототипа к производству без перестройки процесса.
- Коммуникация: Четкий анализ чертежей, отклонений, рисков, связанных со сроками выполнения работ, и замены материалов.
При обработке алюминия на заказ поставщик также должен понимать, как изменения в конструкции влияют на стоимость. Небольшие изменения, такие как увеличение радиуса угла, изменение глубины кармана или ослабление некритичного допуска, могут существенно повлиять на технологичность.
Прототип, мост и производство
Требования к одному прототипу отличаются от требований к 5 000 серийных изделий. При создании прототипа скорость и гибкость конструкции могут иметь большее значение, чем оптимизация времени цикла. В процессе производства более важными становятся повторяемость, конструкция приспособлений, срок службы инструмента, планирование контроля и последовательность обработки.
Практическая стратегия поиска поставщиков может включать в себя:
- Стадия прототипа: Используйте быстрая обработка с ЧПУ для проверки соответствия, функционирования и сборки.
- Инженерная проверка: Подтвердите материал, термообработку, чистоту поверхности и соблюдение допусков.
- Производство мостов: Улучшите приспособления и траектории инструментов, прежде чем инвестировать в полный контроль производства.
- Производство: Стандартизируйте крепление, частоту проверок, упаковку и отслеживание партий.
Если алюминиевая деталь машины должна быть собрана с подшипниками, уплотнениями, оптическими элементами или электроникой, раннее взаимодействие между конструкторами и производством может предотвратить дорогостоящее перепроектирование. Это особенно актуально для алюминиевых деталей, обработанных на станке с ЧПУ, с косметическими поверхностями или жесткими геометрическими допусками.
Заключение
Обработка алюминия на станках с ЧПУ - это дорогостоящий производственный процесс для создания легких, точных и прочных компонентов. Выбрав правильный сплав, применив реалистичные допуски, спроектировав технологичность и выбрав способную службу обработки алюминия, покупатели могут повысить качество, контролируя стоимость и время выполнения заказа.
Независимо от того, идет ли речь о создании прототипов, обработке алюминия на заказ, обработке алюминиевых деталей на станках с ЧПУ или производстве деталей на станках с ЧПУ, успех зависит от четких чертежей, правильного выбора материала, надежного крепления, контролируемой отделки и измерительного контроля. Знающий мастер по обработке алюминия может помочь преобразовать проект в надежные детали из алюминия, которые будут стабильно работать в реальных условиях.



