Металлообработка для робототехники и промышленной автоматизации включает в себя прецизионное изготовление деталей конструкций, систем управления движением, инструментов и концевых частей манипуляторов, используемых в робототехнических комплексах, автоматизированных сборочных линиях, упаковочных системах, полупроводниковом оборудовании, инспекционном оборудовании и промышленных машинах, изготовленных по индивидуальному заказу. Эти детали должны не только подходить друг к другу: они должны сохранять центровку, противостоять вибрации, поддерживать повторяющиеся движения и выдерживать непрерывную работу в производственных условиях.
В робототехнике и автоматизации обработанные металлические детали напрямую влияют на точность, грузоподъемность, время цикла, время безотказной работы и долгосрочную повторяемость. Для инженеров, покупателей и производителей оборудования выбор правильного процесса обработки, материала, стратегии допусков и метода контроля может снизить риск ввода в эксплуатацию и предотвратить дорогостоящие сбои в работе.
Что означает обработка металла в робототехнике и автоматизации
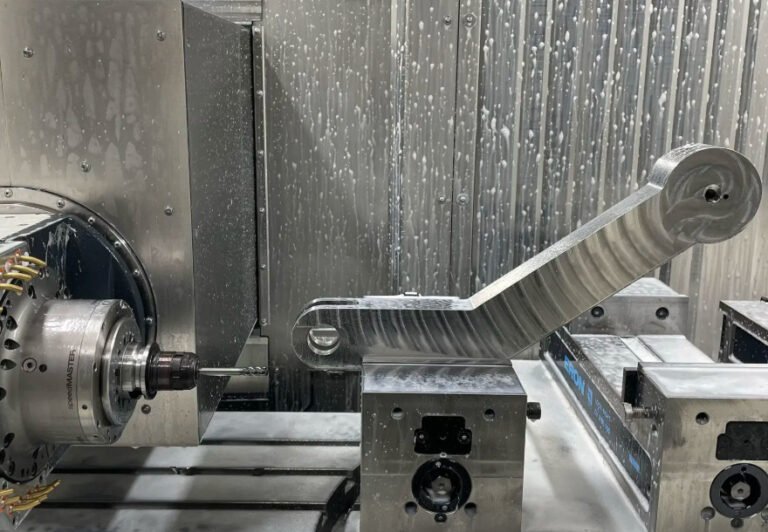
Обработка металла - это субтрактивный производственный процесс, в ходе которого материал удаляется из заготовок, отливок, поковок, экструзии или листового проката для создания деталей с контролируемой геометрией, чистотой поверхности и точностью размеров. В робототехнике и автоматизации распространенными методами обработки являются фрезерование с ЧПУ, токарная обработка с ЧПУ, 5-осевая обработка, электроэрозионная обработка проволокой, электроэрозионная обработка с проходкой, шлифование поверхностей, круглое шлифование, хонингование, нарезание резьбы, развертывание, растачивание и прецизионное удаление заусенцев.
В отличие от декоративных или малонагруженных металлических деталей, компоненты робототехники и автоматизации часто работают как часть системы перемещения. Обработанный кронштейн, корпус редуктора, палец захвата, крепление привода или основание линейной направляющей могут влиять на погрешность укладки, настройку сервопривода, вибрацию и повторяемость позиционирования.
Типичные применения
- Шарниры для роботизированных рук, адаптеры для запястий, корпуса серводвигателей и пластины редукторов
- Инструменты для концевых рычагов, пальцы захвата, коллекторы вакуумных чашек и быстросменные пластины
- Основания для линейных перемещений, кронштейны приводов, опоры для шарико-винтовых пар и монтажные пластины для установки на рейку
- Станины, прецизионные приспособления, гнезда, фиксирующие блоки и контрольные измерительные приборы
- Компоненты конвейеров, индексирующие пластины, поворотные столы и детали упаковочных машин
- Крепления для датчиков, кронштейны для камер, компоненты для лазерной юстировки и метрологические приспособления
Почему детали для робототехники отличаются от деталей, обрабатываемых на станках общего назначения
Детали для робототехники и автоматизации обычно оцениваются по функциональности, а не по внешнему виду. Деталь может выглядеть приемлемо, но при этом выйти из строя, если она имеет угловую погрешность, недостаточную жесткость, вытягивание резьбы, плохую центровку подшипников или неконтролируемые заусенцы вблизи кабелей, уплотнений или подвижных элементов.
Практическое инженерное правило - допускать только то, что контролирует движение, выравнивание, передачу нагрузки, уплотнение или повторяемость сборки. Превышение допусков на каждый размер увеличивает стоимость обработки, время контроля и время выполнения заказа без повышения производительности станка.
Важнейшие требования к производительности
- Повторяемость: Роботизированные приспособления и концевые эффекторы должны возвращаться в одно и то же положение в течение тысяч или миллионов циклов.
- Соотношение жесткости и веса: Легкие детали улучшают ускорение робота, в то время как недостаточная жесткость вызывает прогиб и вибрацию.
- Точность позиционирования: отверстия под штифты, отверстия под подшипники, посадочные места под рельсы и пилотные диаметры двигателей часто требуют жесткого контроля GD&T.
- Термическая стабильность: Системы автоматизации могут работать вблизи двигателей, сварочных камер, печей полимеризации или систем охлаждения.
- Износостойкость: Для размещения гнезд, штифтов, скользящих контактных поверхностей и захватных губок может потребоваться закаленная сталь, покрытия или сменные вставки.
- Чистая сборка: Заусенцы, стружка и острые края могут повредить кабели, пневматические линии, уплотнения или руки оператора.
Инженерная записка: почему жесткость имеет значение для роботизированной оснастки
Концевые инструменты, установленные далеко от запястья робота, ведут себя как консоль. Даже небольшое отклонение пластины инструмента может создать погрешность в несколько десятых миллиметра на конце захвата. Для высокоскоростных систем захвата, сварки, дозирования и контроля жесткость деталей, распределение массы и плоскостность крепления должны учитываться на этапе проектирования, а не корректироваться после ввода в эксплуатацию.
Основные обрабатываемые компоненты для робототехники и промышленной автоматизации
Металлические обработанные детали появляются во всех роботизированных элементах. Наиболее важными компонентами обычно являются те, которые задают опорную геометрию, несут динамические нагрузки или взаимодействуют с приобретаемыми компонентами, такими как двигатели, подшипники, редукторы, датчики и линейные направляющие.
Рука робота и компоненты системы движения
Роботизированные шарниры, переходные пластины, корпуса гармонических приводов, подшипниковые держатели, муфты валов и крепления сервоприводов требуют контроля концентричности, плоскостности и перпендикулярности. Пилоты двигателей, окружности болтов, расположение штифтов и посадочные места под подшипники зачастую важнее, чем общие внешние размеры.
Инструменты для концевых манипуляторов и детали захватов
Конечные эффекторы должны обеспечивать баланс между прочностью, весом и доступностью. Для изготовления инструментальных пластин и коллекторов обычно используется алюминий, обработанный на станках с ЧПУ, а для пальцев захвата, износостойких накладок и фиксирующих поверхностей - закаленная сталь или нержавеющая сталь. В роботах для совместной работы облегченная обработка и закругленные края также помогают снизить инерцию и повысить безопасность оператора.
Крепеж, гнезда и крепежные детали
Приспособления для автоматизации должны многократно фиксировать заготовки, несмотря на разброс деталей, мусор и производственный износ. Обработанные плиты приспособлений, опорные площадки, фиксирующие штифты, зажимы и гнезда часто проектируются с заменяемыми изнашивающимися компонентами для снижения затрат на обслуживание.
Станины и прецизионные основания
Большие алюминиевые плиты для оснастки, стальные сварные конструкции и чугунные основания часто требуют торцевого фрезерования, снятия напряжения, шлифования, растачивания или повторной обработки после сварки. Целью является не только точность размеров, но и стабильность геометрических параметров в течение долгого времени.
Материалы, используемые для роботизированной и автоматизированной обработки деталей
Выбор материала зависит от нагрузки, веса, подверженности коррозии, износа, теплового расширения, магнитных свойств, электропроводности и стоимости. Во многих проектах автоматизации выбор материала также влияет на время выполнения заказа, поскольку распространенные сплавы легче поставлять в виде листов, прутков, труб и экструзии.
Алюминиевые сплавы широко используются там, где низкая масса, быстрая обработка и хорошая коррозионная стойкость важнее максимальной износостойкости. Сталь и нержавеющая сталь предпочтительнее, когда требуется высокая прочность, долговечность резьбы, ударопрочность или износостойкость.
| Материал | Общие оценки | Лучшие применения в робототехнике и автоматизации | Инженерные заметки |
|---|---|---|---|
| Алюминий | Литая плита 6061-T6, 6082, 7075-T6, MIC-6 | Пластины для роботов, кронштейны, коллекторы, крепления для датчиков, легкие приспособления | Отличная обрабатываемость; анодирование повышает коррозионную и износостойкость; 7075 обладает более высокой прочностью, чем 6061. |
| Углеродистая сталь | 1018, 1045, A36 | Станины, валы, основания для крепежа, конструкционные кронштейны | Хорошая прочность и экономичность; для защиты от коррозии может потребоваться гальваническое покрытие, черный оксид, краска или масло. |
| Легированная сталь | 4140, 4340 | Штифты, валы, соединительные детали, изнашивающиеся компоненты, работающие под высокой нагрузкой | Может подвергаться термообработке для повышения прочности и усталостной прочности; после закалки стратегия обработки меняется. |
| Нержавеющая сталь | 304, 316, 17-4 PH | Автоматизация пищевой промышленности, оборудование для мойки, медицинские приборы, антикоррозийные захваты | 316 повышает коррозионную стойкость; 17-4 PH обеспечивает высокую прочность после закалки осаждением. |
| Инструментальная сталь | A2, D2, O1, S7 | Фиксирующие вставки, износостойкие накладки, формовочные инструменты, контактные площадки захвата | Высокая износостойкость; часто подвергается мягкой механической обработке, термообработке, затем шлифуется до окончательного допуска. |
| Титан | Класс 2, класс 5 Ti-6Al-4V | Легкие высокопрочные детали, аэрокосмическая автоматика, коррозионностойкая оснастка | Высокое соотношение прочности и веса, но более дорогое и медленное в обработке, чем алюминий. |
| Медь и латунь | C110, C360 | Электрические контакты, компоненты теплообмена, втулки, пневматические фитинги | Медь обеспечивает высокую электропроводность; латунь легче поддается обработке и подходит для изготовления деталей с низким коэффициентом трения. |
Отделка и обработка поверхности
Обработка поверхности имеет не только косметическое значение для автоматизации. Она может повысить коррозионную стойкость, уменьшить блики для систем технического зрения, предотвратить задиры, увеличить срок службы и определить сменные компоненты оснастки.
Обычная отделка
- Обработанный: Подходит для внутренних пластин, кронштейнов и некосметических компонентов, когда коррозия не является серьезной проблемой.
- Анодирование: обычно используется для алюминиевых EOAT, пластин для роботов и креплений датчиков; анодирование с твердым покрытием повышает износостойкость.
- Черный оксид: Используется на стальных деталях для придания им мягкой коррозионной стойкости и уменьшения отражательной способности.
- Никелевое покрытие: обеспечивает равномерную коррозионную стойкость и подходит для сложных геометрических форм.
- Цинковое покрытие: Экономичная защита стальных деталей от коррозии.
- Пассивация: повышает коррозионную стойкость нержавеющей стали, удаляя свободное железо с поверхности.
- Азотирование и науглероживание: повышение поверхностной твердости для стальных деталей, подверженных износу.
- Шлифование и притирка: Используется для обеспечения плоскостности, параллельности и контролируемой шероховатости поверхности на прецизионных интерфейсах.
Советы по выбору финишного покрытия для систем машинного зрения
Яркий алюминий, полированная нержавеющая сталь и плакированные поверхности могут создавать отражения, мешающие работе камер, лазеров и оптических датчиков. Матовое анодирование, дробеструйная обработка перед анодированием, черный оксид или контролируемая текстура поверхности могут улучшить стабильность изображения в автоматизированных инспекционных камерах.
Основные процессы обработки компонентов систем автоматизации
Выбор оптимального процесса зависит от геометрии, объема производства, требований к допускам и материала. Многие роботизированные компоненты требуют выполнения нескольких операций, таких как фрезерование, токарная обработка, термообработка, шлифовка и окончательный контроль.
Фрезерование с ЧПУ
Фрезерование с ЧПУ используется для изготовления пластин, кронштейнов, корпусов, приспособлений, коллекторов, карманов, пазов и сложных 3D-контуров. 3-осевое фрезерование экономически эффективно для призматических деталей, а 4-осевое и 5-осевое фрезерование сокращает время установки и улучшает доступ к угловым элементам.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ используется для изготовления валов, проставок, втулок, роликов, штифтов, муфт, втулок и круглых корпусов. Токарные центры с живым инструментом могут обрабатывать плоские поверхности, шпоночные пазы, крестообразные отверстия и болтовые соединения без перемещения детали на отдельный фрезерный станок.
5-осевая обработка
5-осевая обработка с ЧПУ полезна при изготовлении адаптеров для запястий роботов, легких кронштейнов, контурных деталей захватов, компонентов автоматики, напоминающих крыльчатку, и оснастки для аэрокосмической автоматики. Она позволяет снизить суммарную ошибку настройки за счет обработки нескольких граней за один зажим.
Обработка электроэрозионным способом
Проволочный электроэрозионный способ и электроэрозионный способ с расточкой используются для обработки закаленной стали, острых внутренних углов, сложных профилей и точных пазов. Электроэрозионная обработка используется для изготовления вставок из инструментальной стали, установочных деталей, штампов и быстроизнашивающихся деталей, которые трудно фрезеровать после термообработки.
Шлифование и прецизионная обработка
Поверхностное шлифование, круглое шлифование, зубошлифование и хонингование используются в тех случаях, когда фрезерование или точение не позволяют надежно достичь требуемой плоскостности, округлости, прямолинейности, шероховатости поверхности или посадки подшипника.
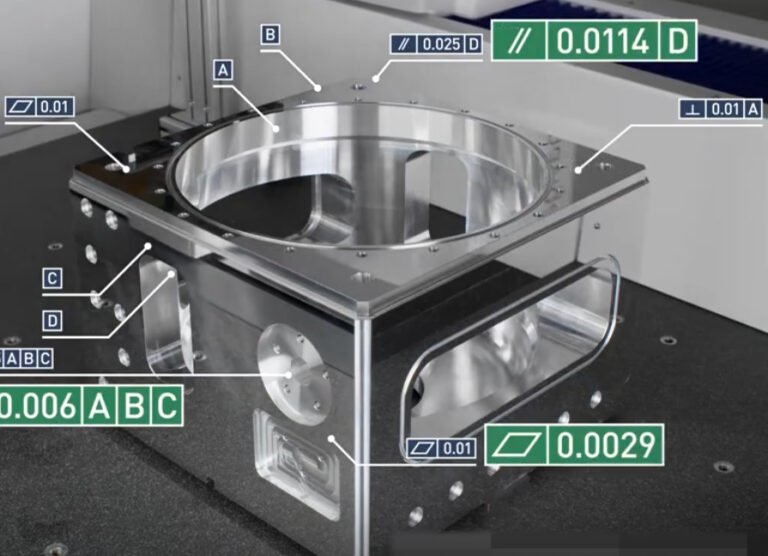
Допуски, GD&T и требования к контролю
Допуски при роботизированной и автоматизированной обработке должны быть основаны на функциональности. Для общего профиля или размера блока может потребоваться только стандартный допуск, в то время как отверстия под подшипники, отверстия под штифты, базовые поверхности и поверхности для крепления рельсов могут требовать гораздо более жесткого контроля.
Истинное положение, плоскостность, параллельность, перпендикулярность, концентричность, биение и допуски профиля часто важнее, чем простые размеры плюс/минус. GD&T помогает определить, как деталь функционирует в сборке и как ее следует проверять.
| Тип характеристики | Типичная функциональная проблема | Общий метод контроля |
|---|---|---|
| Отверстия для дюбелей | Повторяющееся расположение крепежа или пластины | Развертывание, растачивание, точное положение по базовым точкам |
| Подшипниковые отверстия | Посадка, выравнивание, качество вращения | Растачивание, интерполяция, шлифование, цилиндричность, допуск на диаметр |
| Пилотные диаметры двигателя | Концентрация между двигателем и приводимым компонентом | Допуск на диаметр, биение, перпендикулярность к монтажной поверхности |
| Монтажные поверхности линейной рейки | Прямолинейное движение и предварительный натяг рельса | Плоскостность, параллельность, шероховатость поверхности, опорная кромка штифта |
| Крепежные гнезда | Расположение деталей при многократном нагружении | Допуск на профиль, жесткие вставки, сменные накладки |
| Резьбовые отверстия | Прочность сборки и удобство обслуживания | Класс резьбы, контроль глубины, спиральные вставки, резьбовые калибры |
Широко используемые инструменты для осмотра
- Координатно-измерительные машины для составления отчетов о размерах по точкам
- Измерители высоты и гранитные плиты для проверки плоскостности и расположения
- Измерители отверстий, штифтовые измерители, калибры-пробки и резьбовые калибры
- Оптические компараторы и системы технического зрения для профилей и мелких деталей
- Приборы для определения шероховатости поверхности уплотнительных, скользящих или несущих поверхностей
- Индикаторы биения и ротационные контрольные приспособления для валов и круглых деталей
- Сертификаты на материалы, испытания на твердость и измерение толщины покрытия, если указано в спецификации
Контроль первого изделия особенно полезен для автоматизированных деталей с жесткой структурой точек привязки, несколькими установками или деталей, которые будут повторяться в производственных сборках. Он помогает выявить проблемы с интерпретацией чертежей до обработки всей партии.
Пример стратегии допусков для адаптерной пластины робота
В адаптерной плите для робота может использоваться широкий общий допуск на внешние кромки, более жесткая плоскостность на монтажной поверхности робота, истинное положение отверстий для штифтов и перпендикулярность между монтажной поверхностью и обработанным пилотным диаметром. Такой подход позволяет контролировать функциональные интерфейсы, не делая каждую косметическую кромку дорогостоящей в обработке и контроле.
Руководство по проектированию с учетом требований технологичности
Проектирование с учетом требований технологичности, или DFM, сокращает время обработки, риск брака, неоднозначность контроля и проблемы сборки. Для роботизированных и автоматизированных компонентов лучшие решения по DFM принимаются до закупки, а не после того, как механический цех выявит противоречия в модели или чертеже.
Хорошее DFM для деталей автоматизации позволяет сбалансировать точность, жесткость, вес, удобство обслуживания и стоимость производства. Следующие рекомендации применимы ко многим роботизированным компонентам, обрабатываемым на станках с ЧПУ.
Практические рекомендации по DFM
- По возможности используйте стандартные толщины и размеры прутков, чтобы снизить стоимость материалов и время выполнения заказа.
- Добавьте радиусы внутренних углов, соответствующие имеющимся торцевым фрезам, вместо того чтобы указывать острые фрезерованные углы.
- Избегайте глубоких узких карманов, если только снижение веса или клиренс не являются функционально необходимыми.
- Четко указывайте на чертежах критические базовые точки, особенно для многолицевых и многоустановочных деталей.
- Используйте штифты или прецизионные заплечики для точного позиционирования, а не полагайтесь только на болты с зазором.
- Разработайте сменные износостойкие накладки или вставки для высококонтактных поверхностей приспособлений и захватов.
- Резьбовые отверстия должны быть достаточно глубокими для нагрузки, но не излишне глубокими, особенно в нержавеющей стали или твердых материалах.
- Отделите косметические требования от функциональных требований к отделке поверхности.
- Используйте симметричные осветительные приборы, когда необходимо уменьшить вес, чтобы избежать искажений и дисбаланса.
- Рассмотрите возможность снятия напряжения для больших алюминиевых пластин, стальных сварных конструкций и деталей, подвергшихся сильной механической обработке.
Результаты инженерных примеров и реальные производственные проблемы
Проблемы с механической обработкой в робототехнике часто обнаруживаются во время сборки или ввода в эксплуатацию, а не в механическом цехе. Приведенные ниже примеры отражают общие результаты проектирования в проектах автоматизации и показывают, как производственные решения могут повлиять на измеряемую производительность.
Пример 1: Облегченная пластина концевого эфектора для ускорения движения робота
Пластина концевого захвата была переделана из толстой прямоугольной алюминиевой пластины в конструкцию из 6061-T6 с карманами и ребристым усилением. Обработанная деталь сохранила те же интерфейсы робота и захвата, но из нее был удален материал, не несущий нагрузки.
- Уменьшение массы: примерно 32%
- Повышение предельного ускорения робота без увеличения числа сбоев сервопривода
- Сокращение времени цикла: около 0,4 секунды при коротком передаточном движении
- Функциональные поверхности с сохранением плоской поверхности и контролем положения штифтовых отверстий
Пример 2: Улучшение повторяемости приспособлений за счет контроля точек привязки
После нескольких недель производства сварочное приспособление показало несоответствующее расположение деталей. В первоначальной обработанной пластине использовались только зазорные отверстия, а опорные кромки не были определены как базовые точки. В пересмотренную конструкцию были добавлены закаленные штифты, сменные опорные подкладки и точные обозначения расположения отверстий.
- Измеренное отклонение расположения деталей уменьшилось с примерно 0,35 мм до менее 0,08 мм
- Уход за приспособлениями стал более быстрым благодаря сменным износостойким накладкам
- Уменьшилось количество повторных сварочных работ благодаря более равномерному выравниванию швов
Пример 3: Корректировка основания линейного рельса с изменением последовательности обработки
Длинное основание алюминиевого рельса деформировалось после агрессивного фрезерования карманов. Решение заключалось в использовании пластины с ослабленным напряжением, черновой обработке обеих сторон, стабилизации, а затем чистовой обработке базовой поверхности и опорной кромки рельса на контролируемой установке.
- Плоскостность монтажной поверхности рельса улучшена с 0,18 мм до 0,04 мм по измеренной длине
- После сборки предварительный натяг каретки стал постоянным
- При настройке сервопривода требуется меньшая компенсация колебаний трения
Пример: многие сбои в работе автоматики вызваны не номинальной формой CAD, а неконтролируемыми точками отсчета, заусенцами, искажениями, ошибками при укладке или недостаточным контролем функциональных интерфейсов.
Источники и факторы, влияющие на стоимость обработанных деталей для робототехники
Покупатели и инженеры должны оценивать машиностроительные предприятия по возможностям, системам качества, коммуникациям и опыту работы с функциональными деталями, а не только по заявленной цене за единицу продукции. Более дешевая деталь может стать дорогой, если она вызывает задержки в сборке, переделки, простои линии или неоднократные инженерные изменения.
Общая стоимость должна включать обработку, материал, отделку, контроль, документацию, упаковку, контроль изменений и стоимость простоя в случае выхода детали из строя в процессе производства.
Основные факторы, определяющие затраты
- Материал: Алюминий обычно обрабатывается быстрее, чем нержавеющая сталь, титан или закаленная инструментальная сталь.
- Сложность: Подрезы, многоугольные поверхности, глубокие карманы и узкие внутренние радиусы увеличивают время настройки и работы с инструментом.
- Терпимость: Жесткие допуски требуют более медленной обработки, стабильного закрепления, контроля и иногда шлифовки.
- Отделка поверхности: Косметическая отделка, анодирование, гальванизация, пассивация и полировка добавляют дополнительные этапы процесса.
- Количество: Прототипы имеют более высокую стоимость установки на деталь, в то время как производственные партии выигрывают от амортизации приспособлений.
- Время выполнения: Для ускоренной обработки может потребоваться составление премиального графика, замена материалов или разделение операций.
- Документация: Отчеты КИМ, сертификаты материалов, сертификаты покрытий и отчеты о первых изделиях увеличивают стоимость и затраты.
Что должны предоставить инженеры и покупатели
- 3D CAD-модель в формате STEP, Parasolid или родном формате CAD
- 2D-чертеж с критическими допусками, базовыми точками, указанием резьбы и требований к отделке
- Марка материала, отпуск, термическая обработка и допустимые заменители, если таковые имеются
- Спецификация обработки поверхности, цвет, маскировочные зоны и толщина покрытия, если необходимо
- Требования к проверке, в том числе какие размеры требуют отчетности
- Ожидаемое количество продукции, количество прототипов и статус пересмотра
- Контекст сборки критических интерфейсов, особенно подшипников, направляющих, двигателей и датчиков
Контроль качества для высоконадежных компонентов автоматизации
Контроль качества при роботизированной обработке должен строиться с учетом функциональных рисков. Не каждая деталь требует полного отчета о размерах, но критические для функционирования размеры должны проверяться с помощью соответствующего оборудования и документироваться при необходимости.
Рекомендуемые методы обеспечения качества
- Перед обработкой просмотрите чертежи на предмет противоречий в допусках, отсутствия точек привязки и неясных требований к отделке.
- Используйте технологический контроль для критических отверстий, отверстий под штифты и базовых поверхностей, а не дожидайтесь окончательного контроля.
- Контролируйте заусенцы на кабельных трассах, пневматических каналах, вакуумных портах и контактных поверхностях захвата.
- Защищают прецизионные торцы при отделке, транспортировке и сборке.
- Осуществление контроля за повторными заказами и запасными частями.
- Используйте серийные или отслеживаемые по партиям детали для критически важных или регулируемых систем автоматизации.
- Убедитесь в наличии покрытия, если плакированные или анодированные элементы влияют на посадку.
Для деталей, используемых в пищевой промышленности, медицинской автоматике, аэрокосмической оснастке, производстве аккумуляторов или полупроводникового оборудования, может потребоваться дополнительная документация, например, прослеживаемость материалов, соответствие требованиям RoHS или REACH, чистая упаковка, записи о пассивации или контролируемые процедуры очистки.
Заключение: Стратегия обработки определяет производительность автоматизации
Обработка металла для робототехники и промышленный Автоматизация - это дисциплина точного машиностроения, объединяющая проектирование в САПР, материаловедение, производство с ЧПУ, GD&T, обработку поверхностей и контроль. Самые успешные обработанные детали не просто точны сами по себе; они поддерживают стабильное движение, повторяемость сборки, предсказуемость обслуживания и надежность производства.
Вывод для покупателя: лучшие обработанные компоненты автоматизации разрабатываются с учетом функциональных интерфейсов, производятся с использованием стабильных процессов и проверяются на соответствие характеристикам, которые контролируют реальную производительность машины. Когда выбор материала, допусков, отделки и контроля соответствует реальному применению, роботизированные системы становятся проще в сборке, быстрее в эксплуатации и надежнее в производстве.