Usinage des métaux pour l'industrie automobile is the precision manufacturing discipline used to produce high-load, high-accuracy metallic parts for internal combustion engines, hybrid platforms, and electric vehicle systems. It includes CNC milling, CNC turning, grinding, honing, broaching, wire EDM, deep-hole drilling, thread machining, and high-volume transfer-line operations.
For engines, machining quality directly affects compression, lubrication, fatigue life, emissions, and noise. For EV components, it influences thermal performance, sealing reliability, electromagnetic efficiency, lightweighting, and assembly accuracy. Buyers, design engineers, and manufacturing engineers usually evaluate machining suppliers by tolerance capability, process stability, material expertise, PPAP readiness, traceability, and total cost rather than by unit price alone.
What Automotive Metal Machining Covers
Automotive usinage des métaux converts castings, forgings, extrusions, bar stock, sheet metal blanks, and near-net-shape parts into functional components with controlled geometry, surface finish, and repeatability. The same supplier may support prototype machining, low-volume launch builds, service parts, and high-volume production, but the process design is different for each stage.
Common Machining Operations
- Fraisage CNC : prismatic surfaces, pockets, mounting bosses, cooling channels, motor housings, battery tray interfaces.
- Tournage CNC : shafts, sleeves, pulleys, rotors, bushings, connectors, threaded components.
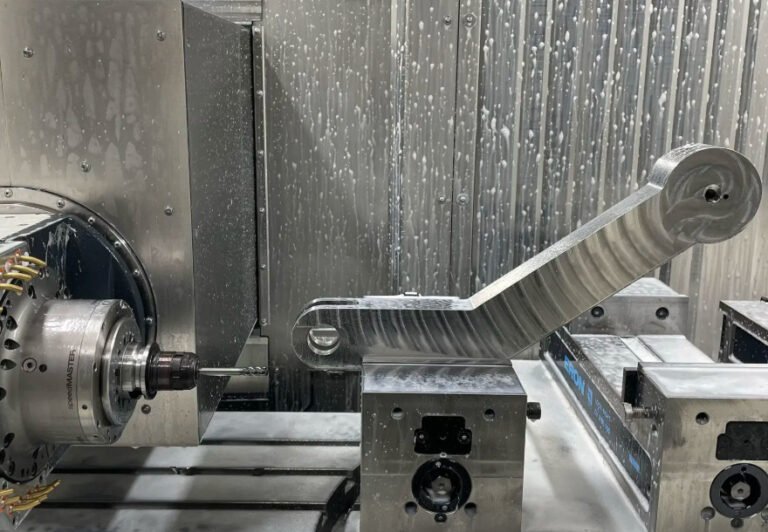
- Broyage : crankshaft journals, cam lobes, bearing seats, precision shafts, rotor sleeves.
- Honing: cylinder bores, hydraulic bores, precision sleeves requiring controlled cross-hatch and oil retention.
- Brochage : splines, keyways, gears, transmission and e-axle features.
- Wire EDM: tooling, prototypes, high-hardness features, thin-wall precision profiles.
- Deburring and edge finishing: oil passages, coolant channels, battery enclosure holes, high-voltage connector interfaces.
| Manufacturing Stage | Main Objective | Typical Machining Approach |
|---|---|---|
| Prototype | Validate design, fit, thermal behavior, and assembly | 3-axis or 5-axis CNC machining from billet or soft tooling castings |
| Pre-production | Confirm process capability and inspection strategy | Dedicated fixtures, CMM programs, PPAP samples, SPC planning |
| Mass production | Stable output, low scrap, short cycle time | Transfer lines, multi-spindle machines, robotic loading, in-process gauging |
Machined Engine Components: Critical Features and Requirements
Engine components operate under combustion pressure, thermal cycling, vibration, friction, and lubricant exposure. Engine machining priorities are sealing, bearing alignment, fatigue resistance, oil control, and repeatable combustion geometry. Even small deviations in flatness, bore size, or surface texture can affect performance and durability.
Typical Engine Parts Requiring Precision Machining
- Cylinder blocks: deck faces, main bearing bores, cylinder bores, oil galleries, head bolt holes, coolant passages.
- Cylinder heads: combustion chambers, valve seats, valve guides, cam bores, intake and exhaust faces.
- Crankshafts: main journals, pin journals, fillets, oil holes, thrust faces, balance correction features.
- Camshafts: cam lobes, bearing journals, timing features, oil passages.
- Connecting rods: big-end bores, small-end bores, fracture-split faces, bolt holes.
- Turbocharger housings: V-band interfaces, bearing seats, turbine and compressor mounting faces.
- Fuel system parts: fuel rails, injector bodies, pump housings, high-pressure threaded connections.
Typical Engine Machining Tolerances
Actual tolerances depend on design, material, machine tool, fixture strategy, and measurement method. However, high-quality automotive engine machining often targets the following ranges:
| Fonctionnalité | Typical Requirement | Pourquoi c'est important |
|---|---|---|
| Cylinder bore diameter | ±0.005 mm to ±0.015 mm | Controls piston ring sealing, blow-by, oil consumption, and friction |
| Deck flatness | 0.02 mm to 0.05 mm over specified length | Supports head gasket sealing and combustion pressure retention |
| Crankshaft journal roundness | 0.002 mm to 0.006 mm | Reduces bearing wear, vibration, and oil film instability |
| Valve seat runout | 0.015 mm to 0.030 mm | Improves compression, heat transfer, and emissions stability |
| Honed bore surface finish | Ra 0.2 µm to 0.8 µm, application dependent | Balances oil retention, break-in behavior, and wear resistance |
Machined EV Components: Battery, Motor, Inverter, and E-Axle Parts
Electric vehicle components shift machining focus from combustion loads to thermal control, sealing, lightweight structures, high-voltage safety, and high-speed rotating systems. EV component machining priorities are heat transfer, dimensional stability, leak-tightness, weight reduction, and accurate assembly of electrical and rotating interfaces.
Common EV Metal Parts Produced by Machining
- Battery trays and enclosures: aluminum extrusions, castings, welded frames, sealing grooves, mounting surfaces, crash structures.
- Motor housings: stator bores, bearing seats, cooling jackets, end-cover interfaces, concentricity-critical features.
- Inverter and power electronics housings: gasket lands, connector pockets, cold plate interfaces, EMI shielding surfaces.
- Liquid cooling plates: micro-channels, manifold ports, sealing surfaces, flatness-controlled contact faces.
- Busbars and connectors: copper, aluminum, plated conductive parts, holes, slots, edge radii, insulation interfaces.
- E-axle and gearbox parts: shafts, gears, carriers, differential housings, rotor shafts, bearing bores.
EV Machining Challenges
- Thin-wall aluminum distortion: battery and inverter housings may deform after rough machining, heat treatment, welding, or clamping.
- Large-part flatness: battery tray sealing surfaces may require controlled flatness across long spans to prevent water ingress.
- Thermal interface quality: cold plates and power module bases need predictable surface finish and flatness for heat transfer.
- Copper machining: busbars and terminals generate burrs easily and require sharp tooling, controlled feeds, and careful deburring.
- High-speed rotor accuracy: concentricity, balance correction, and shaft runout affect noise, vibration, and bearing life.
| EV Component | Machining Focus | Typical Quality Risk |
|---|---|---|
| Motor housing | Stator bore diameter, bearing seat concentricity, cooling jacket sealing | NVH issues, coolant leakage, assembly interference |
| Battery enclosure | Gasket grooves, mounting datum surfaces, large-area flatness | Water ingress, pack misalignment, poor crash load path |
| Inverter housing | Cold plate interface, connector geometry, EMI contact areas | Thermal derating, sealing failure, electrical reliability issues |
| Copper busbar | Hole position, bend interface, burr-free edges, plating allowance | Hot spots, insulation damage, assembly force variation |
Materials Used in Automotive CNC Machining
Material selection affects cutting speed, tool life, chip control, thermal distortion, corrosion resistance, weight, and component cost of the automotive industry. Automotive CNC machining suppliers must understand both the metallurgical condition and the end-use function of the part.
| Matériau | Common Automotive Use | Machining Considerations |
|---|---|---|
| Aluminum 6061, 6082, 7075 | EV housings, brackets, prototypes, battery structures | High speed machining, burr control, distortion management, anodizing allowance |
| Aluminum A356, A380, AlSi cast alloys | Engine blocks, motor housings, inverter housings | Porosity management, silicon-related tool wear, datum strategy after casting |
| Gray iron and compacted graphite iron | Engine blocks, liners, brake and powertrain parts | Abrasive cutting, dust control, stable fixturing, bore finishing |
| Alloy steel 4140, 4340, 8620 | Crankshafts, gears, shafts, e-axle components | Heat treatment distortion, grinding allowance, hardness-dependent tool selection |
| Stainless steel 304, 316, 17-4PH | Fuel system parts, brackets, corrosion-resistant hardware | Work hardening, chip evacuation, coolant concentration control |
| Copper C110, C101, CuCrZr | Busbars, terminals, power electronics, cooling elements | Burr formation, tool sharpness, heat conduction, plating preparation |
| Magnesium alloys | Lightweight housings and structural parts | Chip fire control, corrosion protection, dedicated safety procedures |
Material and process matching for lightweight EV parts
Large EV housings are often made from die-cast aluminum, extruded aluminum, or welded aluminum assemblies. Die casting reduces raw material waste and part count, but machining must compensate for casting draft, porosity, and datum variation. Extrusions provide good mechanical properties and straight features, but require accurate cutting, drilling, and face milling after welding or joining. For high-stiffness prototypes, billet machining can shorten development time, although it is rarely the most economical method for mass production.
Process Design: From DFM to Production Machining
Automotive machining success depends on process planning before cutting begins. Design for manufacturability, datum selection, fixture design, toolpath strategy, inspection planning, and error-proofing determine whether a part can be produced repeatedly at target cost.
Key Engineering Decisions
- Datum structure: Functional datums should match assembly and inspection datums whenever possible.
- Fixture strategy: Thin-wall parts need low-distortion clamping, balanced support, and sometimes vacuum or hydraulic fixtures.
- Roughing and finishing sequence: Stress-relieved roughing can reduce final distortion in aluminum and steel components.
- Tool selection: PCD tools are common for aluminum and cast aluminum; CBN is used for hardened steels and cast iron in selected applications.
- Coolant management: Concentration, filtration, temperature, and chip evacuation affect surface finish and tool life.
- Deburring plan: Cross-holes, oil galleries, cooling channels, and high-voltage edges must be controlled before assembly.
When 5-axis machining is justified
Five-axis CNC machining is justified when a part has multiple angled features, tight positional tolerances across several faces, limited fixture access, or high prototype complexity. It can reduce setups and datum transfer error. However, for mature high-volume automotive parts, dedicated horizontal machining centers, transfer lines, rotary fixtures, or multi-spindle systems may achieve lower cycle time and better cost per part.
Quality Control, PPAP, and Automotive Standards
Automotive buyers typically require documented quality systems, process capability evidence, and traceable inspection data. Suppliers serving OEMs and Tier 1 customers often operate under IATF 16949, ISO 9001, APQP, PPAP, FMEA, MSA, SPC, and control plan requirements.
Inspection Methods Used in Automotive Machining
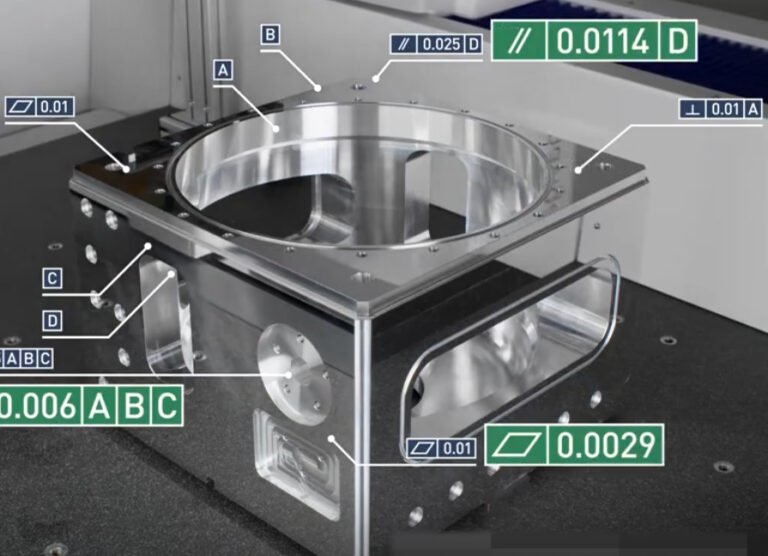
- CMM inspection: GD&T verification, true position, flatness, profile, perpendicularity, and datum relationships.
- Air gauging: high-volume bore measurement for cylinder bores, valve guides, bearing bores, and sleeves.
- Surface roughness testing: Ra, Rz, Rpk, Rk, Rvk, and bearing area parameters for sliding or sealing surfaces.
- Leak testing: coolant jackets, battery trays, inverter housings, fuel rails, and hydraulic components.
- Roundness and cylindricity measurement: shafts, journals, bearing seats, and precision bores.
- Hardness and metallurgical checks: heat-treated shafts, gears, forged parts, and safety-critical components.
- Cleanliness testing: residual particle control for engines, e-axles, cooling systems, and power electronics.
Capability index targets such as Cpk ≥ 1.33 or Cpk ≥ 1.67 are commonly used to judge whether a machining process is stable enough for production, depending on customer requirements and feature criticality.
| Quality Document | Objectif | Typical Buyer Review Point |
|---|---|---|
| Process Flow Diagram | Maps each manufacturing and inspection step | Confirms no uncontrolled operations are hidden |
| PFMEA | Identifies process failure modes and prevention controls | Checks risk priority for critical dimensions and leakage paths |
| Control Plan | Defines inspection method, frequency, reaction plan, and records | Verifies production controls match drawing risks |
| MSA / Gauge R&R | Confirms measurement system reliability | Prevents false acceptance or rejection of parts |
| Dimensional Report | Shows measured results against drawing requirements | Confirms all ballooned dimensions and GD&T features |
| SPC Data | Tracks process variation over time | Identifies drift before nonconforming parts are produced |
Typical PPAP evidence for machined automotive parts
A PPAP package may include design records, engineering change documents, customer engineering approvals, DFMEA if applicable, process flow diagram, PFMEA, control plan, MSA studies, dimensional results, material certifications, performance test results, initial process studies, qualified laboratory documentation, appearance approval if required, sample parts, master samples, checking aids, customer-specific requirements, and the Part Submission Warrant.
Real Engineering Problems and Data-Based Improvements
Automotive machining projects often fail not because a machine cannot hold tolerance once, but because the process cannot hold tolerance repeatedly across shifts, tool wear, material lots, and fixture changes. The following examples reflect common engineering situations and measurable improvements seen in production environments.
Case 1: Thin-Wall EV Inverter Housing Distortion
A cast aluminum inverter housing had a 0.08 mm flatness requirement on the power module mounting surface. Initial machining produced 18% out-of-tolerance parts after unclamping because the fixture over-constrained the casting and released stress after finishing.
| Action | Result |
|---|---|
| Changed from rigid clamping to controlled hydraulic support | Reduced clamp-induced deformation during finishing |
| Added semi-finish pass and 30-minute stabilization before final cut | Reduced post-machining movement |
| Moved final face milling to the last operation with a PCD cutter | Improved flatness and surface consistency |
| Measured 100 parts after process revision | Scrap reduced from 18% to 2.5%; average flatness improved from 0.092 mm to 0.041 mm |
Case 2: Cylinder Bore Surface Finish Variation
A cylinder block line showed unstable oil consumption results during engine validation. Investigation found that bore diameter was within specification, but plateau honing parameters were inconsistent between tooling changes.
| Metric | Before Adjustment | After Adjustment |
|---|---|---|
| Ra variation range | 0.32 µm to 0.78 µm | 0.38 µm to 0.52 µm |
| Rvk consistency | Unstable oil retention valley depth | Controlled within internal process window |
| Tool change reaction plan | Operator judgment based | Defined measurement frequency and SPC limit |
| Validation outcome | Oil consumption scatter above target | Oil consumption variation reduced by approximately 35% in validation sample |
Cost Drivers in Automotive Metal Machining
The most expensive automotive machined part is not always the one with the tightest tolerance. Cost is driven by cycle time, tool life, scrap risk, inspection burden, fixture complexity, material removal rate, secondary operations, and logistics. Procurement teams should evaluate the manufacturing route, not only the quoted piece price.
Main Cost Factors
- Material form: billet machining is flexible but wasteful; castings and forgings reduce material removal but require tooling investment.
- Tolerance stack-up: unnecessary tight tolerances increase cycle time, inspection cost, and scrap rate.
- Finition de la surface : grinding, honing, lapping, and polishing add cost but may be essential for sealing or friction surfaces.
- Part size: large EV battery structures require bigger machines, custom fixtures, and more complex handling.
- Annual volume: high volume can justify dedicated tooling, automation, and transfer lines.
- Documentation sur la qualité : PPAP, 100% inspection, traceability, and cleanliness testing add value but must be budgeted.
- Secondary processing: heat treatment, anodizing, plating, passivation, impregnation, washing, and assembly affect lead time.
| Design Choice | Likely Cost Impact | Considérations d'ordre technique |
|---|---|---|
| Reducing a non-critical tolerance from ±0.05 mm to ±0.01 mm | Higher machining and inspection cost | Use GD&T to tighten only function-critical features |
| Specifying Ra 0.4 µm on all faces | Longer cycle time and possible extra finishing | Apply fine finish only to sealing, sliding, or thermal contact surfaces |
| Machining a large EV tray from solid billet | High material waste and machine time | Consider extrusion, casting, welding, or hybrid fabrication |
| Combining multiple parts into one casting | Lower assembly count but higher tooling and casting risk | Analyze serviceability, porosity, datum access, and machining reach |
How Buyers and Engineers Should Evaluate a Machining Supplier
A capable automotive machining supplier should demonstrate stable production, not just impressive equipment. Buyers should compare process capability, engineering support, inspection discipline, and responsiveness to drawing changes. The best supplier is often the one that delivers the lowest total landed cost through fewer defects, less engineering rework, reliable launch support, and stable delivery.
Supplier Evaluation Checklist
- Experience with engine, EV, powertrain, chassis, thermal, or high-voltage components.
- Documented quality system: ISO 9001, IATF 16949, APQP, PPAP, SPC, MSA, and traceability.
- Machining capability for aluminum, cast iron, steel, stainless steel, copper, and magnesium where relevant.
- Equipment match: 3-axis, 4-axis, 5-axis, turning centers, grinding, honing, broaching, washing, and leak testing.
- Metrology resources: CMM, air gauges, surface roughness testers, roundness testers, hardness testers, and leak testers.
- DFM support for tolerance review, datum strategy, wall thickness, tool access, burr control, and cost reduction.
- Process capability data for critical-to-quality dimensions, not only first article inspection results.
- Robust packaging and cleanliness controls for precision surfaces, sealing faces, and power electronics parts.
- Ability to scale from prototypes to production without changing the functional datum scheme.
Questions to ask before placing an automotive machining order
- Which dimensions are considered critical-to-quality, and what Cpk target will be used?
- Will the supplier perform DFM review before finalizing the machining process?
- How will thin-wall distortion, heat treatment movement, or casting variation be controlled?
- What inspection equipment will be used for GD&T features and surface texture?
- How are burrs removed from cross-holes, coolant passages, oil galleries, and copper edges?
- What reaction plan is used when SPC data shows process drift?
- Can the supplier provide PPAP documents, material certificates, and lot traceability?
- How are parts cleaned, protected, packed, and transported to prevent corrosion or surface damage?