Brides en acier sont des composants de raccordement de tuyauterie conçus avec précision et utilisés pour raccorder des tuyaux, des vannes, des pompes, des réservoirs sous pression et des équipements dans des systèmes de tuyauterie sous pression. Ils fournissent un joint boulonné, réparable, qui peut être assemblé, inspecté et démonté plus facilement qu'une connexion entièrement soudée.
Notre gamme de brides en acier est conçue pour les équipes d'approvisionnement, les entrepreneurs EPC, les ingénieurs en tuyauterie, les acheteurs de maintenance et les fabricants qui ont besoin de dimensions précises, de performances d'étanchéité stables, de matériaux traçables et d'une qualité d'usinage constante pour les projets industriels.
Aperçu du produit
Les brides en acier sont largement utilisées dans les secteurs du pétrole et du gaz, de la pétrochimie, de la production d'énergie, du traitement de l'eau, de la construction navale, de l'exploitation minière, du chauffage, de la ventilation et de la climatisation, de la protection contre les incendies et des tuyauteries de traitement en général. Selon la conception, une bride peut supporter un service à haute pression, une maintenance fréquente, l'isolation d'un équipement, la fermeture d'une extrémité ou la transition entre différents composants de la tuyauterie.
- Nom du produit : Bride en acier, bride en acier forgé, bride de tuyau
- Méthode de connexion : Joint de bride boulonné avec joint d'étanchéité
- Normes communes : Dessins ASME, ANSI, EN, DIN, JIS, BS, GOST et dessins spécifiques au projet
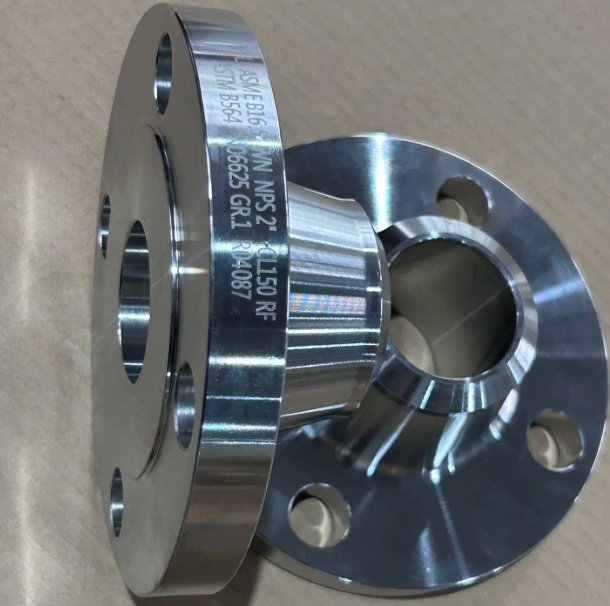
- Visages communs : RF face surélevée, FF face plate, RTJ joint à anneau, languette et rainure, mâle et femelle
- Classes de pression communes : Classe 150 à classe 2500, PN6 à PN400, 5K à 63K selon la norme
- Voie de fabrication : Forgeage, traitement thermique, Usinage CNC, Les produits de l'industrie de l'acier, le perçage, le surfaçage, le marquage et l'inspection
Types de brides en acier disponibles
Le choix du type de bride dépend de la pression nominale, du type de tuyau, de la conception des soudures, de la fréquence d'entretien, de la résistance à la corrosion et de l'espace disponible pour l'installation. Pour les conduites critiques, brides à collet soudé, à emboîtement, aveugles, à emboîtement, filetées, à recouvrement et à long collet soudé sont choisis en fonction de la classe de tuyauterie et du code applicable.
| Type de bride | Utilisation typique | Notes d'ingénierie |
|---|---|---|
| Bride à collet soudé | Haute pression, haute température, charge cyclique et service critique | Soudé bout à bout au tuyau ; le moyeu conique améliore la répartition des contraintes et l'intégrité de la soudure. |
| Bride à emboîter | Tuyauterie d'utilité générale, systèmes à basse et moyenne pression | Alignement et installation faciles ; deux soudures d'angle sont généralement nécessaires. |
| Bride aveugle | Fermeture des pipelines, essais de pression, isolation des équipements | Pas d'alésage central ; doit être sélectionné avec soin en fonction de la pression, de la température et du type de joint. |
| Bride à souder | Tuyauterie haute pression de petit diamètre | Le tube est inséré dans l'emboîture et soudé d'angle ; couramment utilisé pour les NPS 2 et inférieurs. |
| Bride filetée | Systèmes pour lesquels le soudage n'est pas préférable | Convient à certaines applications à basse pression ou dans des zones dangereuses où le travail à chaud est limité. |
| Bride à recouvrement | Systèmes nécessitant un démontage fréquent ou une flexibilité d'alignement | Utilisé avec un embout ; la bride peut tourner pour l'alignement des trous de boulons. |
| Bride de plaque | Conduites d'eau, de chauffage, de ventilation et de climatisation et conduites industrielles à basse pression | Option rentable lorsque les normes du projet et les conditions de pression le permettent. |
Quand faut-il choisir une bride à collerette à souder plutôt qu'une bride à emboîter ?
Une bride à collet soudé est généralement préférée pour les services critiques, les pressions et températures élevées, les vibrations, les cycles thermiques ou les tuyauteries sensibles à la fatigue. Par rapport à une bride à glissement, la conception à collet soudé utilise une soudure bout à bout à pénétration totale et un moyeu conique qui permet de réduire la concentration de contraintes au niveau du raccordement.
Normes, tailles et classes de pression
La conformité aux normes est une exigence essentielle en matière d'achat et d'ingénierie. Nous fournissons des brides pour ASME B16.5, ASME B16.47, EN 1092-1, DIN, JIS B2220 et dessins personnalisés, avec contrôle dimensionnel du diamètre extérieur, du diamètre du cercle de boulons, du nombre de trous de boulons, du diamètre des trous de boulons, de l'épaisseur, de l'alésage, du diamètre du moyeu et de la hauteur du parement.
| Standard | Gamme de tailles communes | Notations communes | Marchés typiques |
|---|---|---|---|
| ASME B16.5 | NPS 1/2 à NPS 24 | Classe 150, 300, 400, 600, 900, 1500, 2500 | Tuyauterie pour le pétrole, le gaz, la chimie, l'énergie et l'industrie |
| ASME B16.47 | NPS 26 à NPS 60 | Série A et série B | Pipelines et installations de grand diamètre |
| EN 1092-1 | Tailles DN selon le système EN | PN6, PN10, PN16, PN25, PN40 et plus | Projets européens dans les domaines de l'eau, des procédés et de l'industrie |
| Brides DIN | Dimensions DN selon les dessins DIN | PN selon la norme DIN | Remplacement, maintenance et systèmes existants |
| JIS B2220 | Dimensions nominales selon JIS | 5K, 10K, 16K, 20K, 30K, 40K et 63K | Projets industriels et maritimes en Asie |
Matériaux et adaptation à la température
Le choix du matériau a une incidence sur la pression et la température, la soudabilité, la résistance à la corrosion, la robustesse à basse température et le coût du cycle de vie. Les brides en acier au carbone sont généralement choisies pour les applications industrielles générales, tandis que les brides en acier au carbone à basse température et en acier allié sont utilisées lorsque les conditions d'exploitation exigent des performances mécaniques accrues.
| Qualité des matériaux | Catégorie de matériaux | Application typique |
|---|---|---|
| ASTM A105 / A105N | Forgeage d'acier au carbone | Conduites sous pression générale, conduites de pétrole, de gaz, d'eau, de vapeur et de traitement |
| ASTM A350 LF2 | Acier au carbone à basse température | Service à basse température nécessitant une résistance aux chocs |
| ASTM A694 F42, F52, F60, F65, F70 | Acier au carbone à haute limite d'élasticité | Pipelines de transport et applications à haute résistance |
| ASTM A182 F5, F9, F11, F22, F91 | Acier allié | Haute température, centrales électriques et raffineries |
| S235JR, P245GH, P250GH, C22.8 | Nuances d'acier au carbone européennes | Projets de tuyauterie EN et DIN |
Pour les brides de tuyaux en acier au carbone ASME courantes, Forgeage normalisé ASTM A105N est souvent spécifié lorsqu'un meilleur affinage du grain et des propriétés mécaniques plus constantes sont requis. Le choix final doit être vérifié en fonction du code applicable, de la température de conception, du fluide, du système de joints et de l'environnement de corrosion.
Documents matériels généralement demandés par les ingénieurs
Les documents types comprennent le certificat d'essai du matériau, la traçabilité du numéro de chauffage, la composition chimique, les résultats des essais de traction, les enregistrements de dureté, le rapport de traitement thermique, les résultats des essais de résilience si nécessaire, le rapport NDE si spécifié et le rapport d'inspection dimensionnelle.
Fabrication, usinage et finition de surface
Les performances des brides dépendent non seulement de la qualité du matériau, mais aussi de la qualité du forgeage, du traitement thermique, de la précision de l'usinage et du contrôle de la surface de contact du joint. Un processus de production typique comprend l'inspection des matières premières, le découpage, le chauffage, le forgeage, la normalisation ou la trempe et le revenu, l'usinage grossier, l'usinage final, le traitement thermique et le contrôle de la surface de contact avec le joint. usinage de brides, L'emballage est composé d'une série d'éléments tels que : l'emballage, le perçage, le surfaçage, le marquage, l'inspection et la protection.
Usinage CNC, perçage contrôlé des trous de boulons et préparation précise de la surface d'assise des joints contribuent à améliorer l'efficacité de l'assemblage et à réduire le risque de fuites dues à un mauvais alignement, à un contact inégal ou à un endommagement de la surface.
| Processus | Point de contrôle | Pourquoi c'est important |
|---|---|---|
| Forgeage | Flux de grains, ratio de déformation, absence de laminations | Améliore la résistance et la fiabilité structurelle par rapport aux pièces coulées ou coupées sans contrôle. |
| Traitement thermique | Normalisation, trempe ou traitement spécifique à la nuance | Stabilise les propriétés mécaniques et favorise la conformité au code. |
| Tournage et alésage | Épaisseur, alésage, profil du moyeu, face de la bride | S'assure que l'ajustement est correct par rapport au diamètre du tube, au joint et à la bride de raccordement. |
| Forage | Diamètre du cercle de boulons, quantité de trous, diamètre des trous | Permet une installation rapide et évite les retouches sur le terrain. |
| Face | Rainure RF, FF, RTJ ou revêtement spécial | Assure la compression du joint et l'interface d'étanchéité nécessaires. |
Exigences communes en matière de finition de la face de la bride
Les finitions dentelées des faces surélevées sont généralement contrôlées par la rugosité et la configuration des rainures en fonction des spécifications du projet. Pour de nombreuses applications ASME, une finition en stock est utilisée pour les joints en fibre comprimée, en graphite ou en spirale, tandis que les faces RTJ nécessitent des rainures annulaires usinées avec précision et un contrôle dimensionnel strict.
Performances d'étanchéité et sélection technique
Un joint à bride est un système composé de deux brides, d'un joint, de boulons, d'écrous, de rondelles et de charges de tuyauterie. Les fuites sont souvent liées à un classement incorrect de la bride, à un matériau de joint incompatible, à une charge insuffisante sur les boulons, à une surface d'appui endommagée, à une rotation de la bride, à un désalignement ou à un cycle thermique.
Pour les joints d'étanchéité, la rugosité de la surface, la charge des boulons, le type de joint et la rigidité de la bride doivent être évaluées ensemble. Une bride dont les dimensions sont correctes, mais dont la finition de la face est médiocre, peut néanmoins se révéler défectueuse en service, en particulier dans les systèmes à vapeur, à hydrocarbures, à produits chimiques ou à haute température.
Question pratique d'ingénierie : fuites après des arrêts répétés
Dans les conduites cycliques de vapeur ou d'huile thermique, le chauffage et le refroidissement répétés peuvent réduire les contraintes exercées sur les joints. Une étude technique vérifie souvent la classe de la bride, le matériau du boulon, la conception du joint, la séquence de serrage et l'état de la face de la bride. Le remplacement d'une connexion à faible rigidité par une bride à collet soudé correctement dimensionnée et un joint spiralé contrôlé peut réduire la rotation de la bride et améliorer la stabilité du joint pendant les cycles thermiques.
Points de données que les ingénieurs vérifient généralement
- Pression et température nominales : vérifiés par groupe de matériaux et classe de bride plutôt que par la seule pression nominale.
- Schéma de tuyauterie et alésage : adaptés à l'épaisseur de la paroi du tube afin d'éviter toute discordance interne.
- Largeur d'assise du joint : vérification de la compression du joint et de la tension d'étanchéité.
- Cercle du boulon et diamètre du trou : afin d'éviter tout retard d'installation sur le site.
- État du visage : inspectés pour détecter les rayures, les bosses, la corrosion et les marques d'usinage.
Inspection, essais et documentation
Le contrôle de la qualité doit être lié au niveau de risque du système de tuyauterie. Pour les fournitures industrielles standard, un contrôle dimensionnel, une inspection visuelle et une vérification des matériaux sont généralement requis. Pour les projets critiques, des essais non destructifs supplémentaires et une inspection par une tierce partie peuvent être organisés en fonction des spécifications d'achat.
| Point d'inspection | Méthode type | Objectif |
|---|---|---|
| Vérification des matériaux | Examen par le CTM, PMI le cas échéant | Confirme le grade, l'indice de chaleur et la composition chimique. |
| Contrôle dimensionnel | Pied à coulisse, micromètre, jauge, gabarit | Vérifie le diamètre extérieur, le diamètre intérieur, l'épaisseur, le cercle de boulons, les trous de boulons et le revêtement. |
| Inspection visuelle | Examen de la surface sous éclairage contrôlé | Identifie les fissures, les plis, les bosses, la corrosion ou les dommages dus à la manipulation. |
| NDE | UT, MT, PT ou RT selon le cas | Détecte les défauts internes ou de surface pour les services critiques. |
| Essai de dureté | Appareil d'essai de dureté portable ou sur banc | Vérifie la cohérence du traitement thermique et l'état des matériaux. |
| Contrôle du marquage | Comparaison visuelle et documentaire | Confirme la taille, la puissance, le matériau, le numéro de série et le marquage standard. |
Pour une alimentation traçable, EN 10204 3.1 certificats de matériaux, marquage par numéro de chaleur et rapports dimensionnels sont couramment fournis. L'inspection par une tierce partie (SGS, BV, TUV ou Lloyd's) peut être prise en charge si l'acheteur ou le maître d'ouvrage le spécifie.
Liste de contrôle des spécifications pour l'acheteur et l'ingénieur
Une spécification claire permet de réduire les erreurs de devis, les retards de production et les disparités sur le terrain. Les problèmes d'achat les plus fréquents sont causés par une classe de pression manquante, un type de surface non spécifié, une exigence de normalisation des matériaux peu claire, un programme de tuyauterie erroné ou une référence normative incomplète.
| Informations requises | Exemple | Raison |
|---|---|---|
| Standard | ASME B16.5 | Définit les dimensions, les valeurs nominales et les tolérances. |
| Taille | NPS 6 ou DN150 | Détermine l'alésage, le diamètre extérieur de la bride et le schéma de boulonnage. |
| Pression nominale | Classe 300 ou PN40 | Contrôle l'épaisseur, la taille des boulons et la capacité de résistance à la pression et à la température. |
| Type | Collet à souder, à emboîter, aveugle, à souder par emboîtement | Détermine la méthode de connexion et le processus d'installation. |
| Face | RF, FF, RTJ | Doit correspondre au type de joint et à la bride de raccordement. |
| Matériau | ASTM A105N, A350 LF2, A182 F22 | Définit les propriétés mécaniques, l'aptitude à la température et la soudabilité. |
| Schéma de tuyauterie ou alésage | SCH 40, SCH 80, XS, XXS | Assure un montage correct et la concordance des diamètres internes. |
| Revêtement ou finition | Peinture noire, huile antirouille, galvanisation, revêtement époxy. | Protège pendant le transport, le stockage et le fonctionnement. |
| Documents | MTC 3.1, rapport d'inspection, liste de colisage | Favorise l'acceptation et la traçabilité des projets. |
Un complet Les spécifications d'achat doivent inclure la norme, la taille, la classe, le type, la face, le matériau, le schéma de tuyauterie, la quantité, le revêtement et les exigences en matière de documentation.. Pour les projets de remplacement, des photos des marquages existants et des dimensions mesurées peuvent permettre d'éviter les incohérences entre les normes.
Causes courantes d'inadéquation de l'approvisionnement en brides
Les problèmes les plus courants sont la confusion entre les modèles de boulons ANSI et DIN, la spécification de la taille nominale sans classe de pression, la commande de RF alors que FF est nécessaire pour les équipements en fonte, la sélection d'un alésage qui ne correspond pas au diamètre du tuyau, et l'omission des exigences de normalisation ou d'essai d'impact pour le service à basse température.
Applications typiques
Les brides en acier sont utilisées partout où un joint de tuyauterie solide, amovible et inspectable est nécessaire. Elles conviennent aux nouvelles constructions, à l'entretien des installations, à la réparation des pipelines, à la fabrication de patins, à l'assemblage d'équipements sous pression et au raccordement de pompes ou de vannes.
- Oléoducs et gazoducs, stations de collecte et terminaux
- Raffineries, usines pétrochimiques et lignes de traitement chimique
- Centrales électriques, systèmes de chaudières, conduites de vapeur et systèmes d'eau de refroidissement
- Projets d'approvisionnement en eau, de traitement des eaux usées et de dessalement
- Construction navale, plates-formes offshore et systèmes de tuyauterie marine
- Conduites de boues minières, d'air comprimé, de protection contre l'incendie et de services publics
- Buses, réservoirs sous pression, échangeurs de chaleur, pompes et vannes d'équipement
Protection de la surface, emballage et traçabilité
Les brides finies peuvent être fournies avec une huile antirouille, une peinture noire, une peinture jaune, un revêtement de zinc, une galvanisation à chaud, un revêtement époxy ou toute autre protection spécifiée par le projet. Les faces d'étanchéité sont protégées pour réduire les dommages pendant le transport et le stockage.
Les options d'emballage standard comprennent les caisses en contreplaqué, les palettes en bois, les palettes à cadre en acier et les emballages d'exportation en bon état de navigabilité. Chaque colis peut être étiqueté avec la taille, la classification, le matériau, le numéro de série, la quantité, le poids brut, le poids net et les informations relatives au bon de commande pour l'identification de l'entrepôt.
- Marquage : la norme, la taille, la classe, la qualité du matériau, le numéro de série et la marque du fabricant
- Traçabilité : Numéro de chaleur lié au certificat de matériel et à l'enregistrement de l'inspection
- Protection : couvercle de la face de la bride, emballage antirouille et résistant à l'humidité
- Logistique : l'étiquetage par lots pour les lots de projets, les ordres d'entretien en cas d'arrêt et les livraisons multi-sites
Normes de référence et notes techniques
La sélection des brides en acier doit se faire en fonction de la classe de tuyauterie du projet, du code de conception applicable et des spécifications de l'utilisateur final. Les normes couramment citées en référence sont les suivantes : ASME B16.5 pour les brides de tuyauterie et les raccords à brides, ASME B16.47 pour les brides en acier de grand diamètre, ASME B16.20 pour les joints métalliques, ASME B31.3 pour les tuyauteries de process, EN 1092-1 pour les brides circulaires et les normes de matériaux ASTM pour les composants forgés en acier au carbone et en acier allié.
Pour un fonctionnement sûr, la classe de pression ne doit pas être interprétée comme une pression de service sans vérifier le groupe de matériaux et la température. Le joint, la boulonnerie, la face de la bride et la procédure d'installation doivent être considérés comme un seul et même système d'étanchéité.