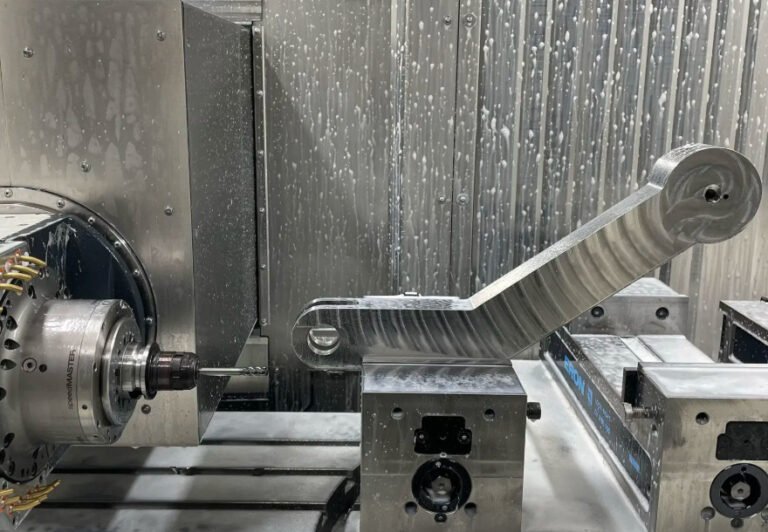
Обработка металлов в автомобильной промышленности это прецизионное производство, используемое для изготовления высоконагруженных и высокоточных металлических деталей для двигателей внутреннего сгорания, гибридных платформ и систем электромобилей. Она включает в себя фрезерование с ЧПУ, токарную обработку с ЧПУ, шлифование, хонингование, протягивание, электроэрозионную обработку проволокой, сверление глубоких отверстий, обработку резьбы и крупносерийные поточные операции.
Для двигателей качество обработки напрямую влияет на компрессию, смазку, усталостную прочность, выбросы и шум. Для компонентов EV оно влияет на тепловые характеристики, надежность уплотнения, электромагнитную эффективность, облегчение веса и точность сборки. Покупатели, инженеры-конструкторы и инженеры-производственники обычно оценивают поставщиков механической обработки не только по цене за единицу продукции, но и по возможности соблюдения допусков, стабильности процесса, опыту работы с материалами, готовности к PPAP, возможности отслеживания и общей стоимости.
Что включает в себя обработка металла в автомобилестроении
Автомобили обработка металла Превращает отливки, поковки, экструзии, прутки, заготовки из листового металла и детали практически чистой формы в функциональные компоненты с контролируемой геометрией, чистотой поверхности и повторяемостью. Один и тот же поставщик может поддерживать обработку прототипов, малосерийное производство, изготовление деталей для сервисного обслуживания и крупносерийное производство, но технологический процесс на каждом этапе отличается.
Общие операции механической обработки
- Фрезеровка с ЧПУ: призматические поверхности, карманы, монтажные проушины, каналы охлаждения, корпуса двигателей, интерфейсы поддонов батарей.
- Токарная обработка с ЧПУ: валы, втулки, шкивы, роторы, втулки, соединители, резьбовые детали.
- Измельчение: шейки коленчатого вала, лепестки кулачков, посадочные места подшипников, прецизионные валы, втулки ротора.
- Шлифовка: Отверстия в цилиндрах, гидравлические отверстия, прецизионные втулки, требующие контролируемого поперечного зацепления и удержания масла.
- Броширование: шлицы, шпонки, шестерни, особенности трансмиссии и оси e-axle.
- Проволочный электроэрозионный станок: оснастка, прототипы, изделия с высокой твердостью, тонкостенные прецизионные профили.
- Снятие заусенцев и обработка кромок: масляные каналы, каналы охлаждающей жидкости, отверстия в корпусе батареи, интерфейсы высоковольтных разъемов.
| Стадия производства | Основная цель | Типичный подход к обработке |
|---|---|---|
| Прототип | Проверка конструкции, посадки, теплового режима и сборки | 3-осевая или 5-осевая обработка с ЧПУ из заготовок или отливок с мягкой оснасткой |
| Предварительное производство | Подтверждение возможностей технологического процесса и стратегии контроля | Специальные приспособления, программы КИМ, образцы PPAP, планирование SPC |
| Массовое производство | Стабильная производительность, низкий уровень брака, короткое время цикла | Передаточные линии, многошпиндельные станки, роботизированная загрузка, измерение в процессе производства |
Обработанные компоненты двигателя: Критические характеристики и требования
Компоненты двигателя работают под давлением сгорания, в условиях термоциклирования, вибрации, трения и воздействия смазочных материалов. Приоритетными задачами механической обработки двигателя являются герметизация, выравнивание подшипников, усталостная прочность, контроль масла и повторяемость геометрии сгорания. Даже небольшие отклонения в плоскостности, размере отверстия или текстуре поверхности могут повлиять на производительность и долговечность.
Типичные детали двигателя, требующие прецизионной обработки
- Блоки цилиндров: поверхности деки, отверстия коренных подшипников, отверстия цилиндров, масляные галереи, отверстия под болты головки, каналы для охлаждающей жидкости.
- Головки цилиндров: камеры сгорания, седла клапанов, направляющие клапанов, отверстия в кулачках, впускные и выпускные поверхности.
- Коленчатые валы: коренные шейки, штифтовые шейки, галтели, масляные отверстия, упорные поверхности, элементы коррекции баланса.
- Распределительные валы: Кулачковые лепестки, шейки подшипников, фазы газораспределения, масляные каналы.
- Шатуны: большие торцевые отверстия, малые торцевые отверстия, поверхности с трещинами, отверстия под болты.
- Корпуса турбокомпрессоров: Интерфейсы V-образной полосы, посадочные места подшипников, монтажные поверхности турбин и компрессоров.
- Детали топливной системы: топливные рейки, корпуса инжекторов, корпуса насосов, резьбовые соединения высокого давления.
Типовые допуски на механическую обработку двигателя
Фактические допуски зависят от конструкции, материала, станка, стратегии приспособления и метода измерения. Однако высококачественная обработка автомобильных двигателей часто осуществляется в следующих диапазонах:
| Характеристика | Типовое требование | Почему это важно |
|---|---|---|
| Диаметр отверстия цилиндра | ±0,005 мм до ±0,015 мм | Контролирует уплотнение поршневых колец, продувку, расход масла и трение |
| Плоскость палубы | От 0,02 мм до 0,05 мм по заданной длине | Обеспечивает герметизацию прокладки головки и сохранение давления сгорания |
| Круглость шейки коленчатого вала | 0,002 мм - 0,006 мм | Уменьшает износ подшипников, вибрацию и нестабильность масляной пленки |
| Биение седла клапана | 0,015 мм - 0,030 мм | Улучшает компрессию, теплопередачу и стабильность выбросов |
| Шлифованная поверхность отверстия | Ra от 0,2 мкм до 0,8 мкм, в зависимости от применения | Баланс между удержанием масла, устойчивостью к износу и вводом в эксплуатацию |
Механическая обработка компонентов EV: Аккумулятор, двигатель, инвертор и детали оси E-Axle
Компоненты электромобилей смещают акцент в обработке с нагрузок от сгорания топлива на терморегулирование, герметизацию, легкие конструкции, высоковольтную безопасность и высокоскоростные вращающиеся системы. Приоритетными направлениями обработки компонентов электромобилей являются теплопередача, стабильность размеров, герметичность, снижение веса и точная сборка электрических и вращающихся интерфейсов.
Распространенные металлические детали EV, изготовленные методом механической обработки
- Поддоны и корпуса для аккумуляторов: алюминиевые экструзии, отливки, сварные рамы, уплотнительные канавки, монтажные поверхности, аварийные конструкции.
- Корпуса двигателей: отверстия статора, посадочные места подшипников, охлаждающие рубашки, сопряжения торцевых крышек, критические характеристики концентричности.
- Корпуса инверторов и силовой электроники: прокладок, карманов разъемов, интерфейсов холодных пластин, экранирующих поверхностей EMI.
- Пластины для жидкостного охлаждения: микроканалы, отверстия коллекторов, уплотнительные поверхности, контактные поверхности с контролем плоскостности.
- Шины и соединители: медь, алюминий, проводящие части с покрытием, отверстия, пазы, радиусы кромок, изоляционные промежутки.
- Детали оси E и коробки передач: валы, шестерни, держатели, корпуса дифференциалов, валы роторов, отверстия под подшипники.
Проблемы механической обработки EV
- Тонкостенный алюминиевый дисторшн: Корпуса аккумуляторов и инверторов могут деформироваться после грубой механической обработки, термообработки, сварки или зажима.
- Плоскость крупных деталей: Уплотнительные поверхности поддонов батарей могут требовать контролируемой плоскостности на больших участках для предотвращения попадания воды.
- Качество теплового интерфейса: Холодные плиты и основания силовых модулей требуют предсказуемой обработки поверхности и плоскостности для передачи тепла.
- Обработка меди: На шинах и клеммах легко образуются заусенцы, поэтому требуется острый инструмент, контролируемая подача и тщательное удаление заусенцев.
- Точность высокоскоростного ротора: концентричность, коррекция баланса и биение вала влияют на шум, вибрацию и срок службы подшипника.
| Компонент EV | Обработка в фокусе | Типичный риск для качества |
|---|---|---|
| Корпус двигателя | Диаметр отверстия статора, концентричность седла подшипника, уплотнение рубашки охлаждения | Проблемы с НВГ, утечка охлаждающей жидкости, помехи при сборке |
| Корпус аккумулятора | Канавки для прокладок, установочные базовые поверхности, плоскостность на больших площадях | Попадание воды, смещение упаковки, плохая траектория движения груза при аварии |
| Корпус преобразователя частоты | Интерфейс холодных пластин, геометрия разъемов, контактные площадки EMI | Тепловой износ, нарушение герметичности, проблемы с электрической надежностью |
| Медная шина | Расположение отверстий, интерфейс изгиба, края без заусенцев, припуск на покрытие | Горячие точки, повреждение изоляции, изменение усилия сборки |
Материалы, используемые в автомобильной обработке с ЧПУ
Выбор материала влияет на скорость резания, стойкость инструмента, контроль стружки, термические искажения, коррозионную стойкость, вес и стоимость компонентов автомобиля. промышленность. Поставщики автомобильных станков с ЧПУ должны понимать как металлургическое состояние, так и конечное назначение детали.
| Материал | Обычное автомобильное применение | Особенности обработки |
|---|---|---|
| Алюминий 6061, 6082, 7075 | Корпуса, кронштейны, прототипы, конструкции батарей для электромобилей | Высокоскоростная обработка, контроль заусенцев, управление искажениями, припуск на анодирование |
| Алюминий A356, A380, литейные сплавы AlSi | Блоки двигателя, корпуса двигателей, корпуса инверторов | Управление пористостью, износ инструмента, связанный с силиконом, стратегия определения точек после литья |
| Серый чугун и уплотненный графитовый чугун | Блоки двигателя, вкладыши, детали тормозной системы и трансмиссии | Абразивная резка, контроль пыли, стабильное крепление, обработка отверстий |
| Легированная сталь 4140, 4340, 8620 | Коленчатые валы, шестерни, валы, компоненты электронных осей | Искажение при термообработке, припуск на шлифование, выбор инструмента в зависимости от твердости |
| Нержавеющая сталь 304, 316, 17-4PH | Детали топливной системы, кронштейны, коррозионностойкие метизы | Закалка, удаление стружки, контроль концентрации охлаждающей жидкости |
| Медь C110, C101, CuCrZr | Шины, клеммы, силовая электроника, охлаждающие элементы | Образование заусенцев, острота инструмента, теплопроводность, подготовка к нанесению покрытия |
| Магниевые сплавы | Облегченные корпуса и конструктивные элементы | Контроль огня, защита от коррозии, специальные процедуры безопасности |
Согласование материалов и процессов для легких деталей EV
Крупные корпуса EV часто изготавливаются из литого под давлением алюминия, экструдированного алюминия или сварных алюминиевых узлов. Литье под давлением сокращает отходы сырья и количество деталей, но при обработке необходимо компенсировать осадки, пористость и отклонения от базовой точки. Экструзия обеспечивает хорошие механические свойства и прямые формы, но требует точной резки, сверления и фрезерования торцов после сварки или соединения. Для прототипов с высокой жесткостью обработка заготовок может сократить время разработки, хотя она редко является наиболее экономичным методом для массового производства.
Проектирование технологических процессов: От DFM к производственной обработке
Успех автомобильной обработки зависит от планирования процесса до начала резки. Проектирование с учетом требований технологичности, выбор базовых точек, проектирование приспособлений, стратегия траектории инструмента, планирование контроля и защита от ошибок определяют возможность многократного производства детали при заданной стоимости.
Ключевые инженерные решения
- Структура данных: Функциональные точки отсчета должны, по возможности, совпадать с точками отсчета при сборке и контроле.
- Стратегия игры: Тонкостенные детали требуют зажима с малой дисторсией, сбалансированной опоры, а иногда и вакуумных или гидравлических приспособлений.
- Последовательность черновой и чистовой обработки: Черновая обработка с ослаблением напряжений позволяет уменьшить конечную деформацию алюминиевых и стальных деталей.
- Выбор инструмента: Инструменты PCD широко распространены для алюминия и литого алюминия; инструменты CBN используются для закаленных сталей и чугуна в отдельных случаях.
- Управление охлаждающей жидкостью: Концентрация, фильтрация, температура и отвод стружки влияют на качество обработки поверхности и срок службы инструмента.
- План удаления заусенцев: Поперечные отверстия, масляные галереи, каналы охлаждения и высоковольтные кромки должны быть проконтролированы перед сборкой.
Когда оправдана 5-осевая обработка
Пятиосевая обработка с ЧПУ оправдана, когда деталь имеет множество угловых элементов, жесткие позиционные допуски по нескольким граням, ограниченный доступ к приспособлениям или высокую сложность прототипа. Это позволяет сократить время установки и уменьшить погрешность переноса точки отсчета. Однако для зрелых крупносерийных автомобильных деталей можно использовать специализированные горизонтальные обрабатывающие центры, линии передачи, поворотные приспособления или многошпиндельные системы, которые позволяют сократить время цикла и повысить стоимость одной детали.
Контроль качества, PPAP и автомобильные стандарты
Покупатели автомобильной продукции обычно требуют документированных систем качества, доказательств возможностей процесса и прослеживаемых данных о проверках. Поставщики, обслуживающие OEM-производителей и клиентов уровня 1, часто работают в условиях IATF 16949, ISO 9001, APQP, PPAP, FMEA, MSA, SPC и требования к планам контроля.
Методы контроля, используемые при обработке автомобилей
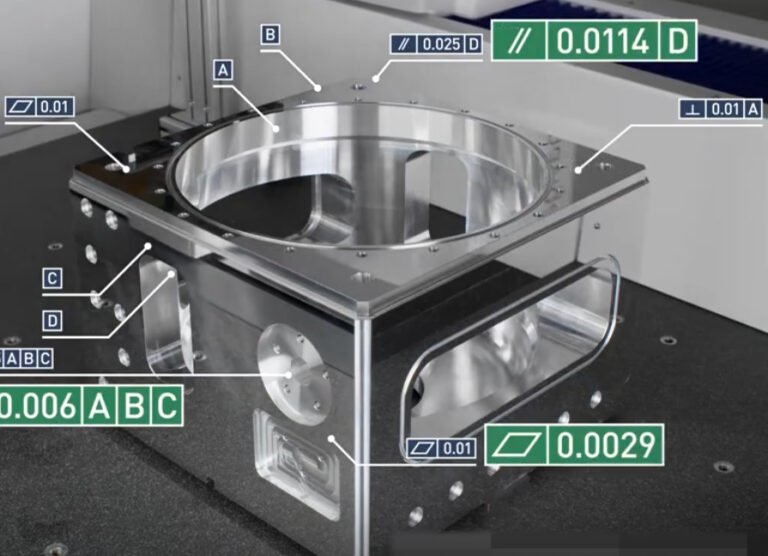
- Проверка на КИМ: Проверка GD&T, истинное положение, плоскостность, профиль, перпендикулярность и базовые отношения.
- Манометр для измерения воздуха: Измерение большого объема отверстий для цилиндров, направляющих клапанов, отверстий подшипников и втулок.
- Испытания на шероховатость поверхности: Ra, Rz, Rpk, Rk, Rvk и параметры площади подшипника для поверхностей скольжения или уплотнения.
- Проверка на герметичность: рубашки охлаждающей жидкости, поддоны аккумуляторов, корпуса инверторов, топливопроводы и гидравлические компоненты.
- Измерение округлости и цилиндричности: валы, шейки, посадочные места под подшипники и прецизионные отверстия.
- Твердость и металлургический контроль: термообработанные валы, шестерни, кованые детали и критически важные компоненты.
- Проверка чистоты: контроль остаточных частиц для двигателей, электронных осей, систем охлаждения и силовой электроники.
Целевые показатели индекса возможностей, такие как Cpk ≥ 1,33 или Cpk ≥ 1,67 обычно используются для определения того, достаточно ли стабилен процесс обработки для производства, в зависимости от требований заказчика и критичности детали.
| Документ о качестве | Назначение | Типичный пункт обзора покупателя |
|---|---|---|
| Диаграмма технологического процесса | Карты каждого этапа производства и контроля | Подтверждает отсутствие скрытых неконтролируемых операций |
| PFMEA | Определяет виды отказов в процессе и средства их предотвращения | Проверка приоритета риска для критических размеров и путей утечки |
| План контроля | Определяет метод проверки, частоту, план реагирования и записи | Проверяет соответствие производственного контроля рискам чертежей |
| MSA / Разведка и ремонт манометров | Подтверждает надежность измерительной системы | Предотвращает ложную приемку или отбраковку деталей |
| Отчет о размерах | Демонстрация результатов измерений в сравнении с требованиями чертежей | Подтверждение всех шаровых размеров и элементов GD&T |
| Данные SPC | Отслеживает изменение процесса во времени | Выявление отклонений до производства несоответствующих деталей |
Типичные свидетельства PPAP для обработанных автомобильных деталей
Пакет PPAP может включать в себя конструкторскую документацию, документы об изменениях в конструкции, одобрения заказчика, DFMEA, если применимо, схему технологического процесса, PFMEA, план контроля, исследования MSA, результаты измерений, сертификаты материалов, результаты эксплуатационных испытаний, исследования начального процесса, документацию квалифицированной лаборатории, одобрение внешнего вида, если требуется, образцы деталей, мастер-образцы, средства проверки, специфические требования заказчика и гарантию на поставку детали.
Реальные инженерные проблемы и усовершенствования на основе данных
Проекты по обработке автомобилей часто терпят неудачу не потому, что станок не может выдержать допуск один раз, а потому, что процесс не может выдержать допуск многократно в течение смены, износа инструмента, партий материала и смены приспособлений. Следующие примеры отражают распространенные инженерные ситуации и измеримые улучшения, наблюдаемые в производственных условиях.
Случай 1: Искажение корпуса тонкостенного инвертора EV
К литому алюминиевому корпусу инвертора предъявлялись требования по плоскостности 0,08 мм на поверхности крепления силового модуля. При первичной обработке после снятия зажима были получены детали с отклонениями 18%, поскольку приспособление слишком сильно сжимало отливку и снимало напряжение после обработки.
| Действие | Результат |
|---|---|
| Переход от жесткого зажима к управляемой гидравлической опоре | Уменьшение деформации, вызванной зажимом, во время финишной обработки |
| Добавлена полуфинишная обработка и 30-минутная стабилизация перед окончательной резкой | Уменьшение перемещений после обработки |
| Фрезерование торцов с помощью PCD-фрезы перенесено на последнюю операцию. | Улучшенная плоскостность и однородность поверхности |
| Измерено 100 деталей после пересмотра процесса | Количество лома сократилось с 18% до 2,5%; средняя плоскостность улучшилась с 0,092 мм до 0,041 мм. |
Пример 2: Изменение шероховатости поверхности отверстия цилиндра
Линия блока цилиндров показала нестабильные результаты расхода масла при проверке двигателя. Исследование показало, что диаметр отверстия был в пределах спецификации, но параметры хонингования плато не совпадали между сменами инструмента.
| Метрика | До корректировки | После корректировки |
|---|---|---|
| Диапазон изменения Ra | 0,32 мкм - 0,78 мкм | 0,38 мкм - 0,52 мкм |
| Консистенция Rvk | Нестабильная глубина долины для удержания масла | Контролируется в рамках внутреннего технологического окна |
| План реакции на изменение инструмента | Суждение оператора на основе | Определенная частота измерений и предел SPC |
| Результат валидации | Разброс расхода масла выше запланированного | Вариация расхода масла уменьшилась примерно на 35% в контрольном образце |
Факторы, определяющие затраты при обработке металлов в автомобильной промышленности
Самая дорогая деталь для автомобильной обработки не всегда имеет самый жесткий допуск. Стоимость определяется временем цикла, стойкостью инструмента, риском брака, нагрузкой при контроле, сложностью приспособлений, скоростью удаления материала, вторичными операциями и логистикой. Команды по закупкам должны оценивать маршрут производства, а не только заявленную цену детали.
Основные факторы стоимости
- Форма материала: Обработка заготовок является гибкой, но расточительной; литье и поковки уменьшают съем материала, но требуют инвестиций в инструмент.
- Штабель толерантности: Излишне жесткие допуски увеличивают время цикла, стоимость контроля и количество брака.
- Отделка поверхности: Шлифование, хонингование, притирка и полировка увеличивают стоимость, но могут быть необходимы для уплотнения или поверхностей трения.
- Размер детали: Для изготовления больших батарей EV требуются более крупные станки, специальные приспособления и более сложная обработка.
- Годовой объем: Большой объем производства может оправдать использование специализированной оснастки, автоматизации и линий передачи.
- Качественная документация: PPAP, инспекция 100%, прослеживаемость и проверка чистоты добавляют ценность, но должны быть заложены в бюджет.
- Вторичная обработка: Термообработка, анодирование, нанесение покрытия, пассивация, пропитка, промывка и сборка влияют на время выполнения заказа.
| Выбор дизайна | Вероятное влияние на стоимость | Инженерные соображения |
|---|---|---|
| Уменьшение некритичного допуска с ±0,05 мм до ±0,01 мм | Более высокая стоимость обработки и контроля | Используйте GD&T для затяжки только критически важных элементов |
| Указание Ra 0,4 мкм на всех поверхностях | Увеличение времени цикла и возможность дополнительной обработки | Наносите тонкое покрытие только на уплотнительные, скользящие или тепловые контактные поверхности |
| Обработка большого поддона EV из цельной заготовки | Большие потери материала и машинного времени | Рассмотрите варианты экструзии, литья, сварки или гибридного производства |
| Объединение нескольких деталей в одну отливку | Меньше количество сборок, но выше риск изготовления оснастки и литья | Анализ пригодности к эксплуатации, пористости, доступа к базовым точкам и возможности обработки |
Как покупатели и инженеры должны оценивать поставщика механической обработки
Способный поставщик услуг по механической обработке автомобилей должен продемонстрировать стабильное производство, а не просто впечатляющее оборудование. Покупатели должны сравнивать технологические возможности, инженерную поддержку, дисциплину контроля и оперативность реагирования на изменения чертежей. Лучшим поставщиком часто оказывается тот, кто обеспечивает Самая низкая общая стоимость наземных работ Благодаря меньшему количеству дефектов, меньшему количеству инженерных доработок, надежной поддержке при запуске и стабильной доставке.
Контрольный список для оценки поставщиков
- Опыт работы с двигателями, электромобилями, силовыми агрегатами, шасси, тепловыми или высоковольтными компонентами.
- Документированная система качества: ISO 9001, IATF 16949, APQP, PPAP, SPC, MSA и прослеживаемость.
- Возможность обработки алюминия, чугуна, стали, нержавеющей стали, меди и магния, если это необходимо.
- Соответствие оборудования: 3-осевое, 4-осевое, 5-осевое, токарные центры, шлифовка, хонингование, протяжка, промывка и проверка на герметичность.
- Метрологические ресурсы: КИМ, пневматические манометры, тестеры шероховатости поверхности, тестеры округлости, тестеры твердости и тестеры герметичности.
- Поддержка DFM для пересмотра допусков, стратегии определения координат, толщины стенок, доступа к инструменту, контроля заусенцев и снижения затрат.
- Данные о возможностях процесса для критических для качества размеров, а не только результаты контроля первого изделия.
- Надежная упаковка и контроль чистоты для прецизионных поверхностей, уплотнительных поверхностей и деталей силовой электроники.
- Возможность масштабирования от прототипов до производства без изменения функциональной схемы отсчета.
Вопросы, которые необходимо задать перед размещением заказа на обработку автомобилей
- Какие измерения считаются критическими для качества, и какой целевой показатель Cpk будет использоваться?
- Будет ли поставщик проводить анализ DFM перед завершением процесса обработки?
- Как контролировать деформацию тонкой стенки, перемещение при термообработке или отклонения при литье?
- Какое контрольное оборудование будет использоваться для проверки элементов GD&T и текстуры поверхности?
- Как удаляются заусенцы из поперечных отверстий, каналов охлаждающей жидкости, масляных каналов и медных кромок?
- Какой план действий используется, когда данные SPC показывают дрейф процесса?
- Может ли поставщик предоставить документы PPAP, сертификаты на материалы и возможность отслеживания партий?
- Как очищаются, защищаются, упаковываются и транспортируются детали для предотвращения коррозии или повреждения поверхности?