Обработка металла для медицинских приборов и хирургических инструментов требует гораздо большего, чем точность размеров. Компоненты должны отвечать высоким требованиям к биосовместимости, коррозионной стойкости, чистоте, усталостной прочности, отслеживаемости и повторяемости производства в рамках регулируемых систем качества. От ортопедических имплантатов и эндоскопических деталей до пинцетов, сверл для костей, компонентов роботизированной хирургии и имплантируемой фиксирующей аппаратуры - медицинская обработка сочетает в себе точность производства и контролируемый риск.
Что означает медицинская металлообработка в регулируемом производстве
Медицинская металлообработка - это контролируемое удаление материала из металлов медицинского класса для производства компонентов, используемых в диагностических, терапевтических, хирургических, ортопедических, стоматологических, сердечно-сосудистых и минимально инвазивных устройствах. Процессы обычно включают фрезерование с ЧПУ, токарную обработку с ЧПУ, обработку по швейцарскому типу, электроэрозионную обработку проволокой, электроэрозионную обработку с использованием токосъемников, лазерную резку, шлифование, хонингование, полировку, пассивирование и вторичную сборку.
В отличие от общего промышленная обработка, Обработка медицинских изделий должна обеспечивать документированное качество, прослеживаемость материалов, повторяемость процессов и соответствие нормативным требованиям. Технически приемлемая деталь - это не только та, которая соответствует чертежу; она также должна быть изготовлена в соответствии с технологическим процессом, который может быть проверен, подтвержден, если требуется, и воспроизведен партия за партией.
Распространенные медицинские приборы и хирургические инструменты, изготовленные методом металлообработки
Обработанные металлические детали встречаются в инструментах многоразового использования, одноразовых хирургических инструментах, узлах активных устройств и имплантируемых системах. Необходимый подход к изготовлению зависит от того, с какими тканями, кровью, костью, стерилизаторами или движущимися механическими поверхностями соприкасается деталь.
| Приложение | Типичные обрабатываемые компоненты | Критические требования |
|---|---|---|
| Ортопедические приспособления | Костные винты, пластины, спинномозговые стержни, пробные инструменты, направляющие для сверл | Усталостная прочность, качество резьбы, целостность поверхности, отслеживаемость |
| Хирургические инструменты | Пинцеты, зажимы, ретракторы, ножницы, ронжеры, ручки | Коррозионная стойкость, геометрия кромок, чистота, эргономичная отделка |
| Минимально инвазивная хирургия | Детали троакаров, валы, губки, канюли, эндоскопические фитинги | Контроль тонких стенок, отсутствие заусенцев, концентричность, плавность хода |
| Стоматологические приборы | Абатменты для имплантатов, сверла, сканирующие тела, хирургические направляющие | Посадка на микронном уровне, обработка поверхности, совместимость с титаном |
| Роботизированные хирургические системы | Миниатюрные тяги, шарниры, компоненты зубчатых передач, детали приводов | Повторяемость, износостойкость, интерфейсы с низким коэффициентом трения |
| Сердечно-сосудистые и диагностические приборы | Микрокомпоненты, корпуса, прецизионные фитинги, детали датчиков | Малые размеры, чистота, пассивация, стабильность размеров |
Металлы медицинского класса, используемые при обработке на станках с ЧПУ
Выбор материала влияет на обрабатываемость, совместимость со стерилизацией, коррозионную стойкость, усталостные характеристики и биосовместимость. Инженеры по медицинскому оборудованию часто выбирают материалы в соответствии со стандартами ASTM, ISO или спецификациями, контролируемыми заказчиком.
Нержавеющая сталь
Аустенитные и мартенситные нержавеющие стали широко используются для изготовления хирургических инструментов, валов, рукояток и конструкционных элементов. К распространенным маркам относятся нержавеющая сталь 316L, 304, 17-4 PH, 420, 440A и 455. Для хирургических инструментов часто используется стандарт ASTM F899 для материалов из нержавеющей стали.
Нержавеющая сталь 316L ценится за коррозионную стойкость и биосовместимость, а нержавеющие стали 17-4 PH и мартенситные стали выбирают, когда требуется более высокая прочность, твердость или износостойкость.
Титан и титановые сплавы
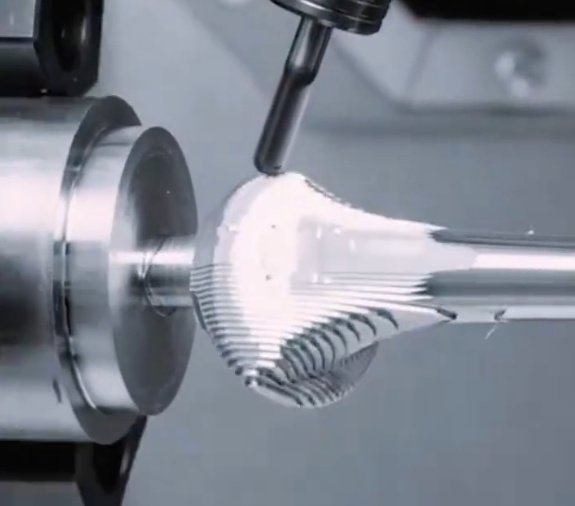
Титан Grade 2 и Ti-6Al-4V широко используются в ортопедической, стоматологической и имплантационной промышленности. Титан обеспечивает высокое соотношение прочности и веса, отличную коррозионную стойкость и благоприятную биологическую реакцию. Однако обработка титана требует тщательного теплового контроля, острого инструмента, жестких настроек и соответствующей стратегии подачи СОЖ из-за его низкой теплопроводности и склонности к образованию желчи.
Кобальт-хромовые сплавы
Кобальтохромовые сплавы используются там, где необходимы высокая износостойкость, прочность и коррозионная стойкость, например, в ортопедических компонентах суставов и стоматологических каркасах. Эти сплавы трудно обрабатывать из-за закалки и износа инструмента, поэтому для их обработки часто требуются оптимизированные твердосплавные инструменты, контролируемые параметры резания и надежные приспособления.
Специальные металлы
Нитинол, магниевые сплавы, платино-иридиевые сплавы, MP35N и высокоэффективные никелевые сплавы могут использоваться в специализированных медицинских приложениях. Эти материалы требуют специальных знаний и опыта, особенно если речь идет о памяти формы, эластичном восстановлении или микромасштабных характеристиках.
Соображения по выбору материала для покупателей и инженеров-конструкторов
При сравнении материалов инженерные группы должны оценить механическую прочность, коррозионную стойкость после стерилизации, магнитные свойства, совместимость с поверхностной обработкой, обрабатываемость, стоимость, историю регулирования и наличие сертифицированных отчетов об испытаниях мельниц. Для имплантируемых компонентов стандарты материалов и данные о биосовместимости должны быть подтверждены на ранней стадии проектирования.
Основные процессы обработки для медицинских приборов и инструментов
Различные процессы обработки выбираются в зависимости от геометрии, объема, допусков, риска образования заусенцев и требований к чистоте поверхности. Многие медицинские компоненты требуют сочетания операций механической и финишной обработки, а не какого-то одного процесса.
Фрезерование с ЧПУ
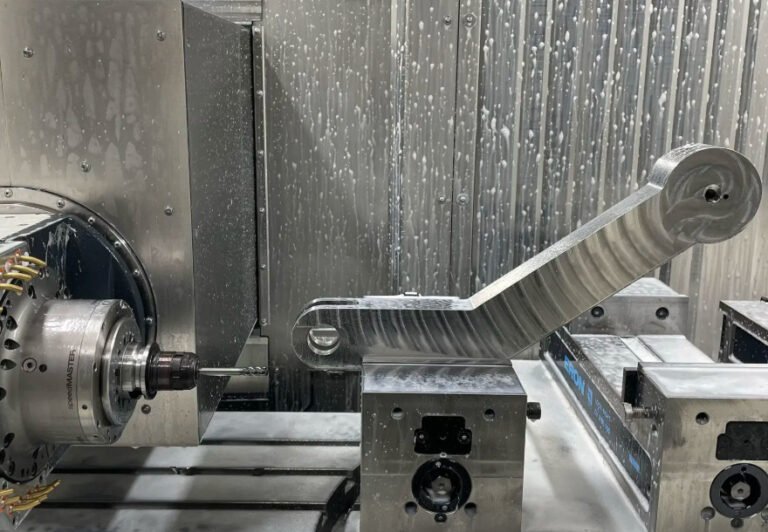
Фрезерование с ЧПУ используется для изготовления пластин, корпусов, корпусов инструментов, ортопедических инструментов, хирургических ручек и сложных призматических деталей. Трехкоординатное фрезерование подходит для базовых карманов, пазов и профилей, в то время как четырех- и пятикоординатное фрезерование позволяет получить доступ к сложным углам, подрезам и криволинейным поверхностям.
5-осевая обработка с ЧПУ позволяет сократить количество установок, повышая точность позиционирования и снижая погрешность установки. Для хирургических инструментов с угловыми губками, эргономичными контурами или многогранными элементами меньшее количество настроек часто приводит к улучшению повторяемости.
Токарная обработка с ЧПУ швейцарского типа
Швейцарская обработка широко используется для изготовления длинных, тонких и миниатюрных медицинских компонентов, таких как костные винты, детали зубных имплантатов, штифты, валы, канюлированные компоненты и микрокрепежи. Поддержка направляющих втулок помогает сохранить концентричность и уменьшить отклонение во время обработки.
Для деталей небольшого диаметра токарная обработка по швейцарской технологии позволяет получать плотные концентрические отверстия, мелкую резьбу, поперечные отверстия, пазы и фрезерованные плоские поверхности за один автоматизированный цикл, что делает ее эффективной для средне- и крупносерийного производства.
Обработка электроэрозионным способом
Проволочный электроэрозионный станок и электроэрозионный станок с расточкой используются для обработки твердых металлов, острых внутренних углов, микрощелей, прецизионных профилей и деталей, которые трудно получить с помощью обычных режущих инструментов. Электроэрозионная обработка особенно полезна при обработке кобальтохромовых сплавов, закаленной нержавеющей стали и тонких деталей приборов.
Поскольку электроэрозионная обработка может изменить слой повторного литья и целостность поверхности, может потребоваться постобработка в зависимости от назначения детали и классификации нормативных рисков.
Шлифование, хонингование и притирка
Прецизионное шлифование используется для режущих кромок, цилиндрических валов, игольчатых элементов, сопрягаемых поверхностей и деталей, требующих жесткой округлости или плоскостности. Хонингование и притирка могут применяться для отверстий, уплотнительных поверхностей и критически важных сопряжений.
Лазерная резка и микрообработка
Лазерная резка широко используется для изготовления тонкостенных трубок, канюль, стентов, миниатюрных губок и листовых хирургических компонентов. Микрообработка позволяет получать детали размером в десятки микрон, но требует применения передовых методов контроля, таких как оптические измерения, системы технического зрения и микроскопия.
Допуски, чистота поверхности и качество кромок
Медицинские детали часто сочетают жесткие требования к допускам и строгие требования к качеству поверхности. Обрабатываемый компонент может пройти контроль размеров, но при этом выйти из строя из-за заусенцев, дефектов поверхности, вкраплений загрязнений или плохого перехода кромки.
Типичные допуски на обработку с ЧПУ для медицинских компонентов могут составлять от ±0,025 мм до ±0,005 мм в зависимости от геометрии, материала и метода производства. Микрокомпоненты могут требовать еще более жесткого контроля характеристик, в то время как для крупных корпусов приборов приоритетными являются функциональная пригодность, чистота и повторяемость, а не экстремальные допуски.
| Инженерные требования | Общее измерение или цель | Почему это важно |
|---|---|---|
| Допуск на размеры | Часто от ±0,025 мм до ±0,005 мм для прецизионных элементов | Обеспечивает посадку, выравнивание и функциональное движение узла |
| Шероховатость поверхности | Обычно Ra 0,8 мкм или тоньше для многих контактных поверхностей | Улучшает очищаемость, снижает трение и способствует пассивации |
| Контроль заусенцев | Отсутствие свободных заусенцев; контролируемый излом кромок в соответствии с чертежом | Снижает повреждение тканей, риск загрязнения и сбоев при сборке |
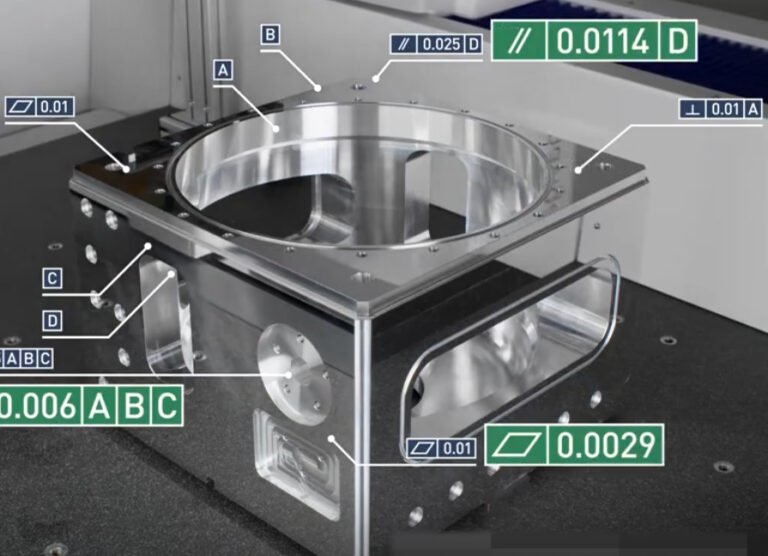
| Концентричность и биение | Определяется требованиями GD&T | Критически важно для вращающихся инструментов, валов, сверл и канюлированных деталей |
| Качество ниток | Измерительные приборы, оптический контроль, проверка диаметра шага | Незаменим для костных винтов, крепежа имплантатов и модульных узлов |
Предотвращение образования заусенцев и удаление заусенцев имеют решающее значение при производстве хирургических инструментов. Обычные методы включают ручное удаление заусенцев под увеличением, обработку абразивным потоком, галтовку, электрополировку, микроструйную обработку, удаление заусенцев щеткой и, при необходимости, термическое удаление заусенцев. Выбранный метод должен исключать повреждение критических кромок, резьбы, покрытий или идентификационной маркировки.
Пример инженерной проблемы: заусенцы на канюлированном вале из нержавеющей стали
На тонкостенном канюлированном стержне из 316L с поперечными отверстиями после сверления могут образоваться внутренние заусенцы. Если заусенцы не удалить, они могут задерживать биологический материал, мешать прохождению направляющей проволоки или отделяться во время использования. Усовершенствование процесса может сочетать в себе оптимизированное сверление пека, удаление заусенцев с помощью специальной внутренней щетки, осмотр с помощью бороскопа и очистку, прошедшую проверку. При правильном управлении процессом в производстве это может снизить процент брака из-за внутренних заусенцев с двузначных до однозначных цифр.
Обработка поверхности и финишная обработка медицинских металлических компонентов
Медицинская обработка редко заканчивается на станке. Финишные операции влияют на коррозионную стойкость, внешний вид, чистоту, трение и биологические характеристики. Маршрут финишной обработки должен определяться исходя из назначения детали, метода стерилизации и нормативной классификации.
Пассивация
Пассивация удаляет свободное железо и усиливает защитный оксидный слой на нержавеющей стали. Общие ссылки включают ASTM A967 и ASTM A380. Правильная пассивация снижает риск коррозии, особенно для многоразовых хирургических инструментов, подвергающихся паровой стерилизации, чистке химическими средствами и многократному обращению.
Электрополировка
Электрополировка сглаживает микроскопические пики, повышает коррозионную стойкость и улучшает очищаемость. Она часто используется для изготовления канюль из нержавеющей стали, малоинвазивных инструментов и компонентов, контактирующих с жидкостями. Однако удаление материала должно контролироваться, чтобы сохранить размеры и четкие функциональные особенности.
Анодирование и преобразование поверхности
Анодирование титана может обеспечить идентификацию цвета, модификацию оксидного слоя и улучшение характеристик поверхности. В ортопедических системах цветовая маркировка помогает различать диаметры винтов, семейства пластин или размеры инструментов, уменьшая количество ошибок при идентификации во время операции.
Лазерная маркировка и UDI
Лазерная маркировка широко используется для нанесения номеров деталей, кодов партий, маркировки шкал и уникальной идентификации устройств. Параметры маркировки должны исключать возникновение коррозии, чрезмерное тепловое воздействие или плохую читаемость после многократных циклов стерилизации.
Стандарты качества, валидация и прослеживаемость
Поставщики механической обработки медицинских изделий часто должны работать в соответствии с системой менеджмента качества ISO 13485. В зависимости от рынка и типа устройства, производство может также соответствовать требованиям FDA 21 CFR Part 820, требованиям EU Medical Device Regulation, принципам управления рисками ISO 14971, оценке биосовместимости ISO 10993 и соглашениям о качестве, заключенным с конкретным заказчиком.
Прослеживаемость является основным требованием для медицинских обработанных деталей. Тепловые номера материалов, сертификаты соответствия, записи инспекций, пересмотры процессов, отчеты о несоответствиях и история партий могут потребоваться для поддержки записей истории устройства и аудита регулирующих органов.
Методы проверки
Методы контроля включают координатно-измерительные машины, оптические компараторы, системы технического зрения, лазерные микрометры, тестеры шероховатости поверхности, резьбовые, штифтовые, пневматические, бороскопы, испытания на твердость и микроскопию. Для компонентов с высокой степенью риска планы контроля могут включать проверку первого изделия, контроль в процессе производства, окончательный контроль и статистический контроль процессов.
Валидация процесса
Некоторые этапы медицинского производства требуют валидации IQ, OQ и PQ, особенно когда результат не может быть полностью проверен последующим контролем или когда процесс влияет на чистоту, пассивацию, стойкость маркировки, склеивание или характеристики, связанные со стерилизацией. Сама механическая обработка может контролироваться с помощью документированных процедур настройки, ограничений срока службы инструмента, квалификации приспособлений и исследований возможностей.
Документация, которую ожидают OEM-производители
- Сертификаты на материалы и отслеживание партий тепла
- Отчеты о проверке первой статьи
- Записи о проверке размеров
- Сертификат соответствия
- Схемы технологических процессов и планы управления
- Планы проверок, основанные на оценке рисков
- Записи о несоответствиях и корректирующих действиях
- Специальные записи о валидации процесса, если применимо
Квалификационный перечень поставщиков для покупателей медицинской обработки
- Подтвердите сертификат ISO 13485 или документально подтвержденный контроль качества медицинской продукции.
- Изучите опыт работы с конкретным материалом, например, титаном, 316L, 17-4 PH, кобальт-хромом или нитинолом.
- Спросите, может ли поставщик поддерживать прослеживаемость на уровне партии от сырья до готовой детали.
- Оцените возможности контроля GD&T, шероховатости поверхности, мелких деталей и внутренних заусенцев.
- Подтверждение контроля процессов пассивации, электрополировки, лазерной маркировки, очистки и упаковки.
- Оценка дисциплины управления изменениями для оснастки, станков, приспособлений, программного обеспечения и субподрядных процессов.
Дизайн для производства в медицинской обработке
Проектирование с учетом требований технологичности позволяет снизить стоимость, время выполнения заказа, количество брака и нормативные риски. Раннее сотрудничество между инженерами-конструкторами, инженерами-производственниками, группами качества и поставщиками особенно ценно для медицинских компонентов, поскольку поздние изменения конструкции могут потребовать ревизии, обновления файлов рисков и новых планов проверок.
Избегайте ненужных жестких допусков
Жесткие допуски должны быть зарезервированы для функциональных интерфейсов. Превышение допусков на некритичные элементы увеличивает время цикла, износ инструмента, нагрузку на контроль и количество брака. Допуск, который легко соблюсти для простой призматической детали, может оказаться сложным для тонкостенной титановой трубки или длинного токарного вала.
План доступа к инструментам
Глубокие карманы, острые внутренние углы, узкие пазы и отверстия с высоким аспектным отношением могут значительно усложнить процесс обработки. Добавление радиусов, рельефных элементов или альтернативных стратегий определения координат может повысить технологичность без ущерба для функциональности.
Четко определите краевые разрывы
На чертежах следует различать острые функциональные кромки, кромки для безопасного обращения и требования к отсутствию заусенцев. Неоднозначные указания, такие как “удалить все заусенцы”, часто недостаточны для хирургических устройств. Лучше определить допустимый радиус кромки, максимальную высоту заусенца и метод контроля, если это необходимо.
Рассмотрим вопросы очистки и стерилизации
Инструменты многоразового использования не должны иметь труднодоступных щелей, в которых задерживается почва или чистящая жидкость. Обработка поверхности, пересечение отверстий, геометрия шарнира и глубина маркировки могут влиять на эффективность очистки и стерилизации.
Реальные инженерные примеры и измеримые результаты
Улучшение качества медицинской обработки часто достигается путем комбинирования изменений в оснастке, конструкции приспособлений, стратегии контроля и управления процессом. Следующие примеры иллюстрируют общие инженерные проблемы и практические результаты.
| Проблема | Изменение процесса | Измеренный или типичный результат |
|---|---|---|
| Несоответствие резьбы на титановых винтах для костей | Оптимизация параметров закручивания резьбы, контроль срока службы инструмента, проверка диаметра шага в процессе работы | Улучшенная повторяемость резьбы и снижение брака при сборке |
| Искривление в тонких хирургических губках из нержавеющей стали | Сбалансированная стратегия черновой обработки, планирование снятия напряжений, специальные мягкие губки, чистовая обработка после термообработки | Улучшенное выравнивание челюстей и сокращение ручной доработки |
| Коррозия после многократного воздействия автоклава | Улучшенная обработка поверхности, проверенная пассивация, устранение загрязнений от вкраплений железа | Повышенная устойчивость к окрашиванию и улучшенные характеристики жизненного цикла инструмента |
| Низкая воспроизводимость в корпусах приборов с несколькими настройками | Переход на 5-осевую обработку с меньшим количеством переносов точек привязки | Уменьшение разброса позиций и упрощение стратегии контроля |
| Внутренние заусенцы в канюлях с поперечным сверлением | Оптимизация траектории движения инструмента, снятие микрозаусенцев, проверка с помощью борископа | Снижение риска попадания свободных частиц и улучшение прохождения проводника |
Для покупателей самая низкая цена за единицу продукции редко является самой низкой общей стоимостью в медицинской обработке. Лом, повторная инспекция, задержка валидации, недокументированные изменения процесса, плохой контроль заусенцев и слабая прослеживаемость могут привести к большим затратам, чем сама цена обработки.
Драйверы затрат при обработке медицинских изделий и хирургических инструментов
На стоимость обработанных медицинских компонентов влияют материал, геометрия, допуски, качество обработки поверхности, уровень контроля, документация, размер партии и требования к отделке. Высокоценные материалы, такие как титан, кобальт-хром и нитинол, увеличивают как стоимость сырья, так и сложность обработки.
Основные факторы стоимости
- Марка материала, требования к сертификации и минимальные объемы заказа
- Время цикла, тип станка и количество установок
- Износ инструмента, особенно при работе с титаном, кобальт-хромом и закаленной нержавеющей сталью
- Время снятия заусенцев и ручной обработки
- Сложность контроля, включая GD&T и проверку шероховатости поверхности
- Пассивирование, электрополировка, анодирование, лазерная маркировка и очистка
- Требования к упаковке, маркировке и отслеживанию партий продукции
- Валидация, контроль первых изделий и производственная документация
Команды, занимающиеся закупками, при тщательном анализе предложений должны сравнивать не только цену за штуку, но и прилагаемую документацию, выборку для проверки, объем отделки, прослеживаемость сырья, зрелость системы качества и условия контроля изменений.
Основные выводы для проектов по медицинской обработке
Обработка металла Для производства медицинского оборудования и хирургических инструментов требуется точная разработка, контролируемое производство и документированное качество. Успешные проекты, как правило, начинаются с разработки технологичных конструкций, обоснованного выбора материалов, реалистичных стратегий допусков и поставщиков, способных соответствовать требованиям медицинской документации.
Наилучшие результаты достигаются при согласовании конструкторского замысла, возможностей механической обработки, планирования контроля, требований к отделке и нормативной документации до начала производства. Такой подход снижает технический риск, повышает воспроизводимость и способствует созданию более безопасных и надежных медицинских изделий.