
Специальная обработка металлов включает в себя контролируемую резку, точение, фрезерование, сверление, растачивание, шлифование и финишную обработку металлов, которые трудно поддаются стандартным методам производства. Эти материалы могут быть чрезвычайно твердыми, термостойкими, плотными, абразивными, липкими, упрочняющимися или нестабильными по размерам. Для покупателей и инженеров цель заключается не просто в удалении металла, а в производстве детали, которая отвечает требованиям чертежа, надежно работает в эксплуатации и может быть повторена без излишнего брака, поломки инструмента или риска поставки.
Это руководство объясняет, как производители подходят к обработка твёрдых металлов, высокотемпературная обработка металлов из сплавов, обработка тяжёлых металлов и индивидуальная крупногабаритная обработка металла для аэрокосмической, оборонной, энергетической, горнодобывающей, медицинской, полупроводниковой, морской и промышленной техники.
Чем отличается специализированная обработка металлов?
Традиционные стратегии обработки часто оказываются неэффективными, если материал обладает низкой теплопроводностью, высокой прочностью на разрыв, высокой плотностью или склонностью к затвердеванию. В специализированных обработка металла, Инженерные решения принимаются еще до того, как срезается первая стружка: геометрия инструмента, жесткость зажима, мощность станка, подача СОЖ, тепловой рост, последовательность контроля и обработка деталей - все это влияет на конечное качество.
Типичные задачи включают:
- Быстрый износ инструмента, вызванный микроструктурами с высоким содержанием карбида, никеля, кобальта, титана или вольфрама
- Концентрация тепла на режущей кромке из-за плохой теплопроводности
- Болтовня при глубокой расточке, фрезеровании с большим вылетом или обработке тонких стенок
- Деформация деталей после черновой обработки, снятия напряжения или термообработки
- Ограничения по зажимным приспособлениям для негабаритных, плотных или неправильной формы деталей
- Сложность контроля крупных деталей, глубоких внутренних элементов и жестких геометрических допусков
Квалифицированная механическая мастерская обычно рассматривает сертификаты на материалы, 2D-чертежи, 3D-модели, требования GD&T, условия термообработки, требования к отделке и ожидаемый годовой объем производства, прежде чем предложить цену.
Группы материалов, часто используемые в специальной металлообработке
Различные специальные металлы требуют различных стратегий резки. В таблице ниже приведены типичные инженерные проблемы по семейству материалов.
| Категория материала | Примеры | Основной риск механической обработки | Общие приложения |
|---|---|---|---|
| Закаленные стали и инструментальные стали | D2, A2, H13, M2, 4140 HT, 4340 HT | Высокие силы резания, абразивный износ, термическое растрескивание | Штампы, пресс-формы, валы, шестерни, изнашиваемые пластины |
| Суперсплавы на основе никеля | Инконель 625, Инконель 718, Хастеллой, Васпалой | Закалка, концентрация тепла, износ насечек | Турбины, горелки, клапаны, энергетические компоненты |
| Титановые сплавы | Ti-6Al-4V, класс 2, класс 5 | Низкая теплопроводность, галтование, пружинящий откат | Аэрокосмические конструкции, имплантаты, морские детали |
| Тяжелые и плотные металлы | Вольфрам, сплав вольфрама, тантал, молибден, обедненный уран, где разрешено | Вес, хрупкость, сколы кромок, сложность крепления | Радиационная защита, противовесы, оборона, высокотемпературные приспособления |
| Коррозионностойкие нержавеющие стали | 316, 17-4PH, 15-5PH, дуплекс, супердуплекс | Упрочнение, наращивание кромки, деформация | Насосы, коллекторы, медицина, химическая обработка |
| Тугоплавкие металлы | Ниобий, молибден, тантал, вольфрам | Хрупкое поведение, чувствительность к окислению, плохая обрабатываемость | Вакуумные печи, электроника, полупроводниковая оснастка |
Обработка твердых металлов: Резка закаленных, абразивных и износостойких материалов
Обработка твердых металлов необходима, когда деталь должна противостоять износу, ударам, сжатию или деформации. Примерами могут служить закаленные вставки из инструментальной стали, износостойкие детали из твердого сплава, азотированные валы, закаленные втулки, детали штампов и термообработанные детали из легированной стали с твердостью выше 35 HRC.
Для обработки закаленных сталей в диапазоне 45-62 HRC в зависимости от геометрии и допусков мастерские могут использовать твердосплавное покрытие, керамику, кубический нитрид бора или чистовую обработку на основе шлифования. Вместо агрессивной глубины резания в этом процессе часто предпочтение отдается жесткой настройке, контролируемой нагрузке стружки, стабильному зацеплению инструмента и низкому биению.
Стабильность процесса обычно важнее, чем пиковая скорость съема материала при обработке закаленных металлов. Небольшая вибрация может привести к преждевременному разрушению кромок, плохой обработке поверхности или образованию микротрещин на критических поверхностях.
Инженерная практика для твердых металлов
- Используйте жесткие держатели инструментов, например, гидравлические, термоусадочные или прецизионные цанговые системы.
- Минимизация свеса инструмента для уменьшения болтанки при фрезеровании и растачивании.
- Применяйте охлаждающую жидкость под высоким давлением или воздушную струю в зависимости от материала вставки и термической стратегии.
- Используйте фрезерование с подъемом, где это необходимо, чтобы уменьшить трение и выделение тепла.
- Планируйте полуфинишные и финишные проходы после снятия напряжения черновой обработки.
- Проверьте критические поверхности на размер, чистоту, плоскостность, перпендикулярность и целостность кромок.
Когда шлифование может быть предпочтительнее фрезерования или точения
Шлифование часто выбирают, когда материал очень твердый, требования к чистоте обработки ниже Ra 0,8 мкм или диапазон допусков слишком узок для последовательного одноточечного резания. Однако при плохом выборе круга, правке и контроле охлаждающей жидкости шлифование может привести к появлению зон термического влияния.
Высокотемпературная обработка легированных металлов для суперсплавов и жаропрочных компонентов
Высокотемпературная обработка металлов из сплавов ориентирована на материалы, предназначенные для сохранения прочности, коррозионной стойкости и сопротивления ползучести при сильном нагреве. Сплавы на основе никеля, кобальта и некоторые титановые сплавы широко распространены в газовых турбинах, аэрокосмических двигателях, ядерных системах, нефтегазовых клапанах, оборудовании для химической переработки и выхлопных системах.
Например, прочность на разрыв инконеля 718 после закалки осаждением может превышать 1 200 МПа. Его низкая теплопроводность удерживает тепло вблизи режущей кромки, что ускоряет износ инструмента. Кроме того, при трении инструмента вместо чистого среза происходит его упрочнение.
Для успешной обработки высокотемпературных сплавов обычно требуется:
- Позитивная, острая геометрия режущей части для снижения давления при резании
- Постоянная подача позволяет избежать истирания и упрочнения поверхностного слоя
- Проточная охлаждающая жидкость высокого давления для отвода стружки и контроля тепла
- Стратегии траектории движения инструмента, позволяющие избежать застревания в углах
- Марки пластин подобраны с учетом износа по надрезу, износа по кратеру и термостойкости
- Разделение черновых и чистовых инструментов для защиты окончательных размеров
Контроль нагрева напрямую влияет на срок службы инструмента, точность размеров и целостность поверхности в никелевых и кобальтовых суперсплавах. Для турбин, клапанов и деталей, работающих под давлением, целостность поверхности может быть так же важна, как и размер.
Типовые характеристики
| Фактор | Инженерное воздействие | Риск при игнорировании |
|---|---|---|
| Давление инструмента | Влияет на прогиб, образование заусенцев и стабильность тонких стенок | Конусность, разболтанность, нестандартные отверстия |
| Подача охлаждающей жидкости | Регулирует температуру резки и отвод стружки | Износ насечек, сколы при резании, плохая отделка |
| Упрочненный слой | Влияет на следующий проход и конечное состояние поверхности | Поломка инструмента, смещение размеров |
| Остаточное напряжение | Возможность перемещения элементов после разжима или термообработки | Погрешности плоскостности и положения |
Обработка тяжелых металлов: Плотные материалы, безопасное обращение и контроль точности
Обработка тяжелых металлов предполагает использование материалов с высокой плотностью, высоким модулем упругости, особыми защитными свойствами или высокотемпературными характеристиками. Тяжелый сплав вольфрама, тантала, молибдена, вольфрама с медью и других плотных металлов может использоваться для противовесов, коллиматоров, радиационной защиты, балансировочных масс, электрических контактов, аэрокосмического балласта и высокотемпературной оснастки.
Определяющим моментом является не только обрабатываемость, но и масса. Относительно компактная деталь из вольфрамового сплава может весить более чем в два раза больше, чем аналогичная деталь из стали. Это меняет каждый практический шаг: подъем, крепление, нагрузку на шпиндель, емкость стола, скорость вращения, безопасность оператора и настройку контроля.
Безопасное обращение и жесткое крепление - основные требования к качеству для плотных металлических деталей. Если заготовка смещается под нагрузкой при резке или во время перемещения краном, это может привести к браку, повреждению станка или риску для персонала.
Требования к обработке тяжелых металлов
- Проверенная нагрузка на стол станка и производительность поворотного стола
- Спроектированные точки подъема, стропы, распорки или специальные приспособления для перемещения.
- Стратегии черновой обработки с низким уровнем вибрации для хрупких или высокоплотных металлов
- Контролируемое сверление и нарезание резьбы для предотвращения поломки инструмента в дорогих заготовках
- Планы управления охлаждающей жидкостью и стружкой, соответствующие материалу
- Методы контроля, учитывающие вес, доступ и ориентацию деталей
Записка о закупках вольфрама и тугоплавких металлов
Перед началом обработки покупатели должны уточнить марку сплава, плотность, структуру зерна, метод спекания, требования сертификации и любые ограничения экспортного контроля. Для дорогих плотных металлов заготовки практически чистой формы могут снизить стоимость более эффективно, чем более быстрые параметры резки.

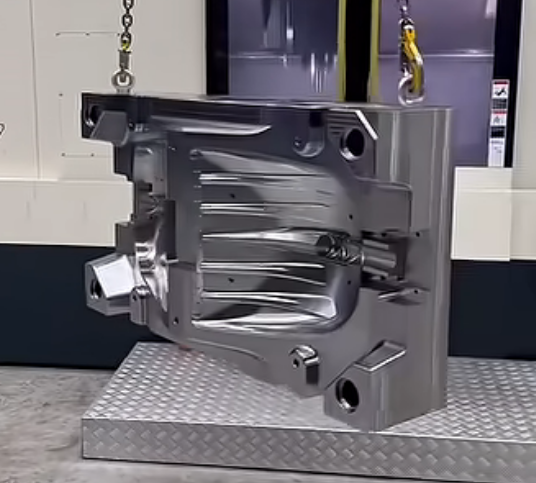
Индивидуальная крупногабаритная металлообработка для негабаритных и сложных компонентов
Крупногабаритная металлообработка на заказ используется для деталей, которые превышают возможности стандартного оборудования с ЧПУ по габаритам, весу или жесткости. Частыми примерами являются крупные корпуса, сварные конструкции, корпуса насосов, корпуса турбин, подшипниковые опоры, энергетическое оборудование, компоненты горнодобывающей промышленности, морские валы, детали сосудов под давлением и конструкционная аэрокосмическая оснастка.
Обработка крупных деталей требует тщательной последовательности действий, поскольку тепло, сила тяжести и внутренние напряжения могут изменить геометрию в процессе производства. Двухметровое стальное изделие может не остаться плоским после сильного удаления материала, если не снять напряжение, не провести черновую обработку, стабилизацию и чистовую обработку на контролируемом оборудовании.
Важные вопросы о потенциале включают:
- Максимальное перемещение машины по осям X, Y и Z
- Максимальный размах, диаметр поворота и расстояние между центрами
- Нагрузка на стол, грузоподъемность плиты перекрытия и грузоподъемность крана
- Наличие угловых головок, расточных штанг и измерительных систем
- Возможность обработки нескольких сторон за один установ или с повторяющимся повторным закреплением
- Возможность контроля крупных элементов GD&T
При изготовлении крупных деталей на заказ стратегия установки часто определяет общую стоимость больше, чем время резки. Сокращение количества установок позволяет улучшить истинное положение, параллельность и время выполнения заказа, особенно для деталей с длинными цепями отсчета.
Последовательность обработки крупных деталей
- Рассмотрите чертеж, модель, схему отсчета и требуемый отчет о проверке.
- Проверьте состояние исходного материала или сварного шва, включая необходимость снятия напряжения.
- Создайте стратегию черновой обработки с запасом на перемещение.
- Выполните промежуточный контроль перед окончательной отделкой.
- Выполните финишную обработку критических точек, отверстий, уплотнительных поверхностей и монтажных поверхностей.
- Выполните проверку на КИМ, лазерном трекере или переносном манипуляторе, если это необходимо.
Пример проблемы искажения крупных деталей
Сварная станина машины из стали 4140 размером примерно 1800 мм на 900 мм может сдвинуться после черновой обработки, если не снять внутренние сварочные напряжения. Практический процесс может включать снятие теплового напряжения, черновую обработку с оставлением 1,5-3,0 мм на критических гранях, период отдыха или снятие вибрационного напряжения, где это необходимо, а затем окончательную обработку и контроль. Это может сократить количество повторных обработок по сравнению с обработкой непосредственно до окончательного размера из сваренного состояния.
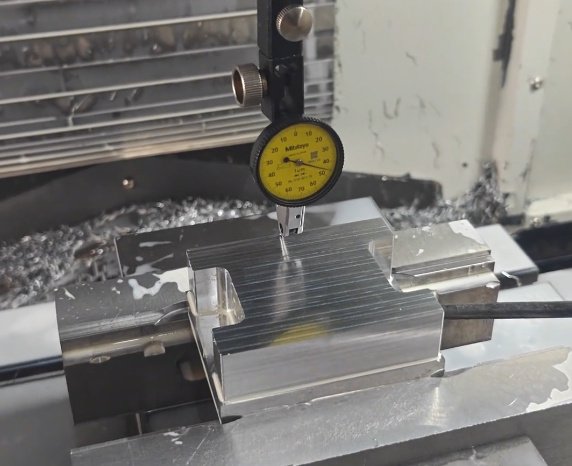
Допуски, чистота поверхности и GD&T в специализированной металлообработке
Требования к точности должны соответствовать назначению компонента. Чрезмерно жесткие допуски увеличивают стоимость, особенно при работе с твердыми, высокотемпературными, тяжелыми или негабаритными материалами. Практический чертеж определяет, какие характеристики являются действительно критическими, а какие могут соответствовать общим допускам, таким как ISO 2768, GD&T на основе ASME Y14.5 или стандартам заказчика.
Общие требования включают:
- Диаметр отверстия, округлость, цилиндричность и позиционный допуск
- Плоскостность и параллельность монтажных поверхностей
- Перпендикулярность прецизионных заплечиков и базовых поверхностей
- Требования к чистоте поверхности, такие как Ra 3,2, Ra 1,6 или Ra 0,8 мкм.
- Класс резьбы, глубина резьбы и требования к калибрам
- Снятие заусенцев, обрезка кромок и регулировка радиуса
- Прослеживаемость материалов и документация по партиям тепла
Допуск должен быть связан с функцией, сборкой или производительностью. Например, отверстие подшипника может требовать строгого соблюдения цилиндричности и чистоты обработки, в то время как профиль внешнего зазора может не требовать такого уровня точности.
Контроль качества и документация для критических металлических деталей
Проекты специальной обработки часто требуют больше документации, чем товарные детали. Это особенно актуально для аэрокосмической, оборонной, медицинской, энергетической и полупроводниковой отраслей. Способный поставщик должен быть в состоянии определить, как каждое критическое требование будет проверено до начала производства.
Общие результаты проверок и документация
- Отчет о проверке первого изделия, включая формат AS9102, если требуется
- Отчеты о проверке КИМ для жестких элементов GD&T
- Переносной манипулятор, лазерный трекер или оптический контроль для крупных деталей
- Отчеты об испытаниях материалов и отслеживание партий тепла
- Испытания на твердость после термообработки или снятия напряжения
- Измерения шероховатости поверхности
- Неразрушающий контроль, такой как красящий пенетрант, магнитные частицы, ультразвуковой или радиографический контроль, когда это указано.
- Сертификат соответствия и сертификация процессов
При повторном производстве данные контроля также должны использоваться для повышения производительности процесса. Тенденции износа инструмента, увод отверстий, изменение качества поверхности и повторяемость приспособлений - все это можно измерять и контролировать.
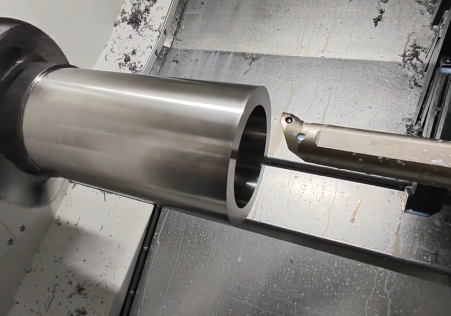
Пример из инженерной практики: Сокращение количества брака при обработке суперсплавов
Производитель клапанов из никелевого сплава столкнулся с проблемой высокого расхода вкладышей и несовпадения размеров отверстий. Материалом служил никелевый сплав, упрочненный осаждением, а допуск на отверстие составлял 0,025 мм. В первоначальном процессе использовалась длинная расточная линейка, заливочная СОЖ и один чистовой проход после сильной черновой обработки.
Изменения в процессе включали в себя:
- Переход на охлаждающую жидкость высокого давления через инструмент
- Добавление полуфинишного расточного прохода с контролируемым припуском на запас
- Уменьшение свеса инструмента с помощью специальной расточной установки
- Изменение геометрии пластины для снижения давления резания
- Измерение роста отверстия после достижения деталью теплового равновесия
После внесения изменений объем повторной обработки отверстий сократился с примерно 12% до менее 3% в нескольких производственных партиях, а срок службы пластин стал более предсказуемым. Улучшение произошло не за счет одного изменения скорости резания, а благодаря улучшению контроля нагрева, жесткости, припуска и времени измерения.
Как покупатели должны оценивать поставщика специализированной металлообработки
Группы закупок и инженеры должны оценивать технологические возможности поставщика, а не только перечень станков. Магазин может обладать крупным оборудованием с ЧПУ, но не иметь опыта работы с суперсплавами, вольфрамовыми сплавами, закаленной сталью или прецизионного контроля крупных деталей.
Ключевые вопросы о поставщиках включают:
- Обрабатывали ли вы раньше именно этот или сопоставимый сплав?
- Какая твердость, состояние термообработки или сертификация материала вам требуется?
- Можете ли вы своими силами поддерживать требования к размерам, весу и контролю деталей?
- Как вы будете контролировать деформацию после черновой или термической обработки?
- Какие инструменты и охлаждающие жидкости будут использоваться для обработки труднообрабатываемых металлов?
- Можете ли вы обеспечить контроль первого изделия, отчеты КИМ и прослеживаемость материала?
- Какие особенности этого чертежа создают наибольший производственный риск?
Лучший партнер по механической обработке выявит риски до начала производства, Рекомендуйте улучшения в области технологичности и объясните, как будут контролироваться критические размеры.
Факторы, определяющие затраты при специальной обработке металлов
На стоимость обработки специальных металлов влияют не только почасовые тарифы станков. Цена материала, расход инструмента, сложность настройки, время контроля и риск брака часто определяют конечную цену.
| Драйвер затрат | Почему это важно | Как снизить риск |
|---|---|---|
| Стоимость материала | Сверхпрочные сплавы, вольфрам и титан могут быть дорогими и требуют длительных сроков изготовления. | Используйте заготовки, близкие к чистоте, проверяйте материал перед обработкой, избегайте лишних запасов |
| Инструментальная оснастка | Твердые и жаропрочные металлы быстро расходуют пластины, сверла и концевые фрезы | Используйте проверенные марки инструментов, стабильные траектории и контролируемые данные резки |
| Время установки | Для крупных или сложных деталей могут потребоваться специальные приспособления и несколько ориентаций | Четко проектируйте опорные точки и по возможности объединяйте установки. |
| Инспекция | Жесткие GD&T и большие размеры требуют передовой метрологии | Указывайте только критические для функции допуски и заранее согласуйте метод контроля |
| Контроль искажений | Перемещение напряжения может привести к переделке или браку | Планируйте последовательность черновой обработки, снятия напряжения и окончательной обработки |
Заключение: Соотнесение возможностей процесса и сложности материала
Специальная обработка металлов требует дисциплинированной связи между материаловедением, программированием ЧПУ, инструментами, заготовками, тепловым контролем и инспекцией. Независимо от того, включает ли проект обработку твердых металлов для износостойких деталей, высокотемпературную обработку сплавов для деталей из суперсплавов, обработку тяжелых металлов для плотных материалов или индивидуальную обработку крупных металлов для негабаритного оборудования, самые надежные результаты достигаются благодаря раннему инженерному анализу и планированию процесса.
Для критически важных компонентов правильный поставщик должен понимать как чертеж, так и условия эксплуатации. Такое сочетание помогает сократить количество брака, защитить дорогостоящие материалы, сократить задержки в производстве и поставлять детали, которые работают так, как нужно.



