
Specialty metal machining covers the controlled cutting, turning, milling, drilling, boring, grinding and finishing of metals that are difficult to process with standard production methods. These materials may be extremely hard, heat resistant, dense, abrasive, gummy, work-hardening or dimensionally unstable. For buyers and engineers, the goal is not simply to remove metal; it is to produce a component that meets drawing requirements, performs reliably in service and can be repeated without excessive scrap, tool failure or delivery risk.
This guide explains how manufacturers approach hard metal machining, high-temperature alloy metal machining, heavy metal machining and custom large metal machining for aerospace, defense, power generation, mining, energy, medical, semiconductor, marine and industrial equipment applications.
What Makes Specialty Metal Machining Different?
Conventional machining strategies often fail when the material has low thermal conductivity, high tensile strength, high density or a tendency to work harden. In specialty metal machining, engineering decisions are made before the first chip is cut: tool geometry, workholding stiffness, machine horsepower, coolant delivery, thermal growth, inspection sequence and part handling all influence final quality.
Typical challenges include:
- Rapid tool wear caused by carbide, nickel, cobalt, titanium or tungsten-rich microstructures
- Heat concentration at the cutting edge due to poor thermal conductivity
- Chatter during deep boring, long-reach milling or thin-wall machining
- Part distortion after roughing, stress relief or heat treatment
- Workholding limitations on oversized, dense or irregularly shaped components
- Inspection difficulty for large parts, deep internal features and tight geometric tolerances
A qualified machine shop will usually review material certificates, 2D drawings, 3D models, GD&T requirements, heat treatment condition, finish requirements and expected annual volume before quoting.
Material Groups Commonly Used in Specialty Metal Machining
Different specialty metals require different cutting strategies. The table below summarizes typical engineering concerns by material family.
| Material Category | Examples | Main Machining Risk | Common Applications |
|---|---|---|---|
| Hardened steels and tool steels | D2, A2, H13, M2, 4140 HT, 4340 HT | High cutting forces, abrasive wear, thermal cracking | Dies, molds, shafts, gears, wear plates |
| Nickel-based superalloys | Inconel 625, Inconel 718, Hastelloy, Waspaloy | Work hardening, heat concentration, notch wear | Turbines, combustors, valves, energy components |
| Titanium alloys | Ti-6Al-4V, Grade 2, Grade 5 | Low thermal conductivity, galling, springback | Aerospace structures, implants, marine parts |
| Heavy and dense metals | Tungsten, tungsten alloy, tantalum, molybdenum, depleted uranium where permitted | Weight, brittleness, edge chipping, difficult fixturing | Radiation shielding, counterweights, defense, high-temperature fixtures |
| Corrosion-resistant stainless steels | 316, 17-4PH, 15-5PH, duplex, super duplex | Work hardening, built-up edge, distortion | Pumps, manifolds, medical, chemical processing |
| Refractory metals | Niobium, molybdenum, tantalum, tungsten | Brittle behavior, oxidation sensitivity, poor machinability | Vacuum furnaces, electronics, semiconductor tooling |
Hard Metal Machining: Cutting Hardened, Abrasive and Wear-Resistant Materials
Hard metal machining is required when a component must resist wear, impact, compression or deformation. Examples include hardened tool steel inserts, carbide wear parts, nitrided shafts, hardened bushings, die components and heat-treated alloy steel parts above 35 HRC.
For hardened steels in the 45-62 HRC range, shops may use coated carbide, ceramic, cubic boron nitride or grinding-based finishing depending on geometry and tolerance. Instead of aggressive depths of cut, the process often favors rigid setups, controlled chip load, stable tool engagement and low runout.
Process stability is usually more important than peak material removal rate when machining hardened metals. A small amount of vibration can cause premature edge failure, poor surface finish or microcracking on critical surfaces.
Engineering practices for hard metals
- Use rigid toolholders such as hydraulic, shrink-fit or precision collet systems.
- Minimize tool overhang to reduce chatter during milling and boring.
- Apply high-pressure coolant or air blast depending on insert material and thermal strategy.
- Use climb milling where appropriate to reduce rubbing and heat generation.
- Plan semi-finishing and finishing passes after roughing stress has been released.
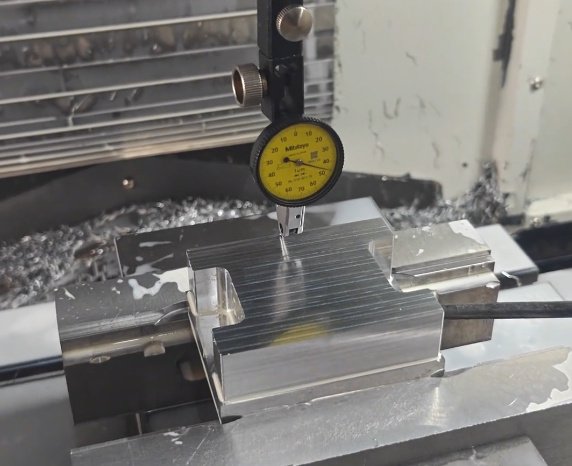
- Inspect critical surfaces for size, finish, flatness, perpendicularity and edge integrity.
When grinding may be preferred over milling or turning
Grinding is often selected when the material is extremely hard, the finish requirement is below Ra 0.8 micrometer, or the tolerance band is too narrow for consistent single-point cutting. However, grinding can introduce heat-affected zones if wheel selection, dressing and coolant control are poor.
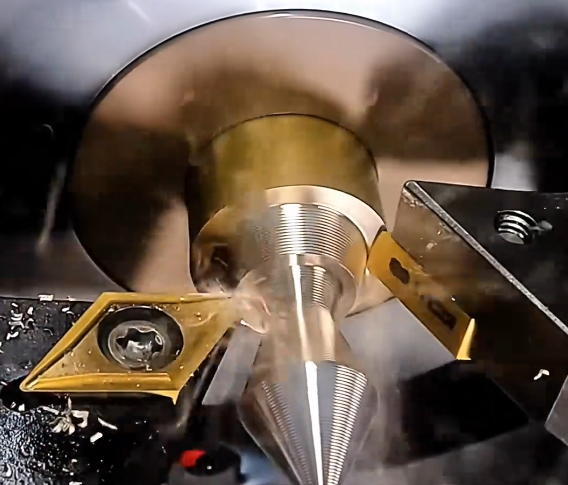
High-Temperature Alloy Metal Machining for Superalloys and Heat-Resistant Components
High-temperature alloy metal machining focuses on materials designed to retain strength, corrosion resistance and creep resistance under severe heat. Nickel-based, cobalt-based and certain titanium alloys are common in gas turbines, aerospace engines, nuclear systems, oil and gas valves, chemical processing equipment and exhaust systems.
Inconel 718, for example, may have a tensile strength above 1,200 MPa after precipitation hardening. Its low thermal conductivity keeps heat near the cutting edge, which accelerates tool wear. It also work-hardens if the tool rubs instead of shearing cleanly.
Successful high-temperature alloy machining usually requires:
- Positive, sharp cutting geometry to reduce cutting pressure
- Consistent feed to avoid rubbing and work-hardened surface layers
- High-pressure through-tool coolant for chip evacuation and heat control
- Toolpath strategies that avoid dwelling in corners
- Insert grades selected for notch wear, crater wear and thermal resistance
- Separate roughing and finishing tools to protect final dimensions
Heat control directly affects tool life, dimensional accuracy and surface integrity in nickel and cobalt superalloys. For turbine, valve and pressure-containing parts, surface integrity can be as important as dimensional size.
Typical performance considerations
| Factor | Engineering Impact | Risk if Ignored |
|---|---|---|
| Tool pressure | Affects deflection, burr formation and thin-wall stability | Taper, chatter, out-of-tolerance bores |
| Coolant delivery | Controls cutting temperature and chip evacuation | Notch wear, recutting chips, poor finish |
| Work-hardened layer | Influences the next pass and final surface condition | Tool breakage, dimensional drift |
| Residual stress | Can move features after unclamping or heat treatment | Flatness and position errors |
Heavy Metal Machining: Dense Materials, Safe Handling and Precision Control
Heavy metal machining involves materials with high density, high modulus, special shielding properties or high-temperature performance. Tungsten heavy alloy, tantalum, molybdenum, copper tungsten and other dense metals may be used for counterweights, collimators, radiation shielding, balance masses, electrical contacts, aerospace ballast and high-temperature tooling.
The defining issue is not only machinability; it is mass. A relatively compact tungsten alloy part can weigh more than twice as much as a similar steel component. That changes every practical step: lifting, fixturing, spindle load, table capacity, rotation speed, operator safety and inspection setup.
Safe handling and rigid fixturing are core quality requirements for dense metal components. If the workpiece shifts under cutting load or during crane handling, the result can be scrap, machine damage or personnel risk.
Heavy metal machining requirements
- Verified machine table load and rotary table capacity
- Engineered lifting points, slings, spreader bars or custom handling fixtures
- Low-vibration roughing strategies for brittle or high-density metals
- Controlled drilling and tapping to prevent tool breakage in expensive blanks
- Coolant and chip management plans appropriate for the material
- Inspection methods that account for weight, access and part orientation
Procurement note for tungsten and refractory metals
Buyers should confirm alloy grade, density, grain structure, sintering method, certification requirements and any export-control restrictions before machining begins. For expensive dense metals, near-net-shape blanks may reduce cost more effectively than faster cutting parameters.

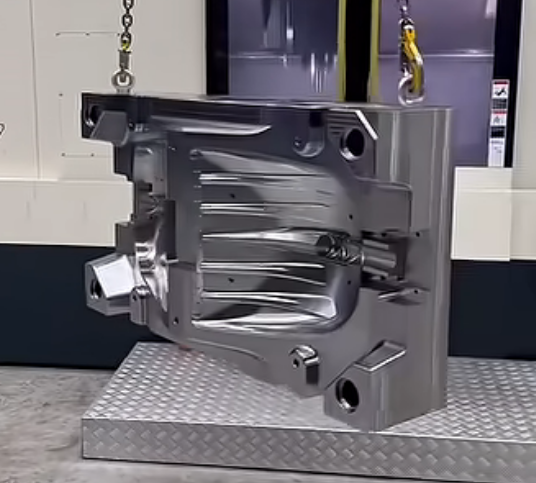
Custom Large Metal Machining for Oversized and Complex Components
Custom large metal machining is used for parts that exceed the envelope, weight or rigidity assumptions of standard CNC equipment. Common examples include large housings, welded fabrications, pump bodies, turbine casings, bearing supports, energy equipment, mining components, marine shafts, pressure vessel parts and structural aerospace tooling.
Large-part machining requires careful sequencing because heat, gravity and internal stress can change geometry during production. A 2-meter steel fabrication may not remain flat after heavy material removal unless it is stress relieved, rough machined, stabilized and finish machined in a controlled setup.
Important capacity questions include:
- Maximum X, Y and Z travel of the machine
- Maximum swing, turning diameter and distance between centers
- Table load, floor plate capacity and crane capacity
- Availability of right-angle heads, boring bars and probing systems
- Ability to machine multiple sides in one setup or with repeatable refixturing
- Inspection capability for large GD&T features
For large custom components, setup strategy often determines total cost more than cutting time. Reducing the number of setups can improve true position, parallelism and lead time, especially on parts with long datum chains.
Large component machining sequence
- Review drawing, model, datum scheme and required inspection report.
- Verify raw material or weldment condition, including stress relief needs.
- Create rough machining strategy with stock allowance for movement.
- Perform intermediate inspection before final finishing.
- Finish critical datums, bores, sealing surfaces and mounting faces.
- Complete CMM, laser tracker or portable arm inspection as required.
Example of a large-part distortion problem
A welded 4140 steel machine base measuring approximately 1,800 mm by 900 mm may move after rough machining if internal welding stress is not relieved. A practical process may include thermal stress relief, rough machining with 1.5-3.0 mm stock remaining on critical faces, a rest period or vibration stress relief where appropriate, then final machining and inspection. This can reduce rework compared with machining directly to final size from the as-welded condition.
Tolerances, Surface Finish and GD&T in Specialty Metal Machining
Precision requirements should match the function of the component. Overly tight tolerances increase cost, especially in hard, high-temperature, heavy or oversized materials. A practical drawing defines which features are truly critical and which can follow general tolerances such as ISO 2768, ASME Y14.5-based GD&T or customer-specific standards.
Common requirements include:
- Bore diameter, roundness, cylindricity and positional tolerance
- Flatness and parallelism of mounting faces
- Perpendicularity of precision shoulders and datum surfaces
- Surface finish requirements such as Ra 3.2, Ra 1.6 or Ra 0.8 micrometer
- Thread class, thread depth and gage requirements
- Deburring, edge break and radius control
- Material traceability and heat lot documentation
A tolerance should be tied to function, assembly or performance. For example, a bearing bore may require tight cylindricity and finish, while an external clearance profile may not need the same level of precision.
Quality Control and Documentation for Critical Metal Parts
Specialty machining projects often require more documentation than commodity parts. This is especially true for aerospace, defense, medical, energy and semiconductor applications. A capable supplier should be able to define how each critical requirement will be verified before production begins.
Common inspection and documentation deliverables
- First article inspection report, including AS9102 format when required
- CMM inspection reports for tight GD&T features
- Portable arm, laser tracker or optical inspection for large components
- Material test reports and heat lot traceability
- Hardness testing after heat treatment or stress relief
- Surface roughness measurements
- Nondestructive testing such as dye penetrant, magnetic particle, ultrasonic or radiographic inspection when specified
- Certificate of conformance and process certifications
For repeat production, inspection data should also be used to improve process capability. Tool wear trends, bore drift, surface finish changes and fixture repeatability can all be measured and controlled.
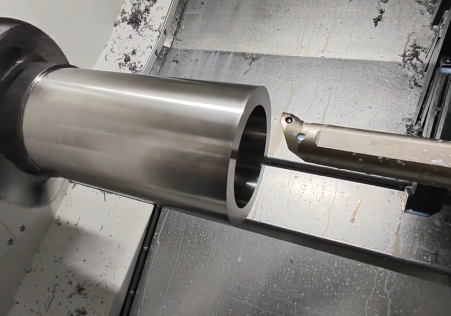
Engineering Case Example: Reducing Scrap in Superalloy Machining
A manufacturer producing a nickel alloy valve component experienced high insert consumption and inconsistent bore size. The material was a precipitation-hardened nickel alloy, and the bore tolerance was within 0.025 mm. The original process used a long boring bar, flood coolant and a single finishing pass after heavy roughing.
Process changes included:
- Switching to high-pressure through-tool coolant
- Adding a semi-finish boring pass with controlled stock allowance
- Reducing tool overhang with a dedicated boring setup
- Changing insert geometry to reduce cutting pressure
- Measuring bore growth after the part reached thermal equilibrium
After the changes, bore rework was reduced from approximately 12% to below 3% over several production lots, and insert life became more predictable. The improvement did not come from a single cutting speed change; it came from better control of heat, rigidity, stock allowance and measurement timing.
How Buyers Should Evaluate a Specialty Metal Machining Supplier
Purchasing teams and engineers should evaluate a supplier’s process capability, not only its machine list. A shop may own large CNC equipment but lack experience with superalloys, tungsten alloys, hardened steel or precision inspection of large components.
Key supplier questions include:
- Have you machined this exact alloy or a comparable grade before?
- What hardness, heat treatment condition or material certification do you require?
- Can you support the part size, weight and inspection requirements in-house?
- How will you control distortion after roughing or heat treatment?
- What tooling and coolant strategy will be used for difficult-to-machine metals?
- Can you provide first article inspection, CMM reports and material traceability?
- What features create the highest manufacturing risk on this drawing?
The best machining partner will identify risk before production, recommend manufacturability improvements and explain how critical dimensions will be controlled.
Cost Drivers in Specialty Metal Machining
Specialty metal machining costs are influenced by more than hourly machine rates. Material price, tool consumption, setup complexity, inspection time and scrap risk often dominate the final quote.
| Cost Driver | Why It Matters | How to Reduce Risk |
|---|---|---|
| Material cost | Superalloys, tungsten and titanium can be expensive and have long lead times | Use near-net blanks, verify material before machining, avoid unnecessary stock |
| Tooling | Hard and heat-resistant metals consume inserts, drills and end mills quickly | Use proven tool grades, stable toolpaths and controlled cutting data |
| Setup time | Large or complex parts may require custom fixtures and multiple orientations | Design datum features clearly and consolidate setups when possible |
| Inspection | Tight GD&T and large envelopes require advanced metrology | Specify only function-critical tolerances and agree on inspection method early |
| Distortion control | Stress movement can cause rework or scrap | Plan roughing, stress relief and final machining sequence |
Conclusion: Matching Process Capability to Material Difficulty
Specialty metal machining requires a disciplined connection between material science, CNC programming, tooling, workholding, thermal control and inspection. Whether the project involves hard metal machining for wear-resistant parts, high-temperature alloy metal machining for superalloy components, heavy metal machining for dense materials or custom large metal machining for oversized equipment, the most reliable results come from early engineering review and process planning.
For critical components, the right supplier should understand both the drawing and the service environment. That combination helps reduce scrap, protect expensive materials, shorten production delays and deliver parts that perform as intended.



