Metal machining for medical devices and surgical instruments requires far more than dimensional accuracy. Components must meet demanding requirements for biocompatibility, corrosion resistance, cleanability, fatigue strength, traceability, and repeatable production under regulated quality systems. From orthopedic implants and endoscopic parts to forceps, bone drills, robotic surgery components, and implantable fixation hardware, medical machining combines precision manufacturing with risk-controlled engineering.
What Medical Metal Machining Means in Regulated Manufacturing
Medical metal machining is the controlled removal of material from medical-grade metals to produce components used in diagnostic, therapeutic, surgical, orthopedic, dental, cardiovascular, and minimally invasive devices. Processes commonly include CNC milling, CNC turning, Swiss-type machining, wire EDM, sinker EDM, laser cutting, grinding, honing, polishing, passivation, and secondary assembly operations.
Unlike general industrial machining, medical device machining must support documented quality, material traceability, process repeatability, and regulatory compliance. A technically acceptable part is not only one that fits the drawing; it must also be manufactured under a process that can be inspected, validated where required, and reproduced lot after lot.
Common Medical Devices and Surgical Instruments Made by Metal Machining
Machined metal components are found across reusable instruments, single-use surgical tools, active device assemblies, and implantable systems. The required manufacturing approach depends on whether the part contacts tissue, blood, bone, sterilants, or moving mechanical interfaces.
| Application | Typical Machined Components | Critical Requirements |
|---|---|---|
| Orthopedic devices | Bone screws, plates, spinal rods, trial instruments, drill guides | Fatigue strength, thread quality, surface integrity, traceability |
| Surgical instruments | Forceps, clamps, retractors, scissors, rongeurs, handles | Corrosion resistance, edge geometry, cleanability, ergonomic finish |
| Minimally invasive surgery | Trocar parts, shafts, jaws, cannulas, endoscopic fittings | Thin-wall control, burr-free edges, concentricity, smooth motion |
| Dental devices | Implant abutments, drills, scan bodies, surgical guides | Micron-level fit, surface finish, titanium compatibility |
| Robotic surgery systems | Miniature linkages, pivots, gear components, actuator parts | Repeatability, wear resistance, low-friction interfaces |
| Cardiovascular and diagnostic devices | Micro components, housings, precision fittings, sensor parts | Small features, cleanliness, passivation, dimensional stability |
Medical-Grade Metals Used in CNC Machining
Material selection affects machinability, sterilization compatibility, corrosion resistance, fatigue performance, and biocompatibility. Medical device engineers often specify materials according to ASTM, ISO, or customer-controlled specifications.
Acier inoxydable
Austenitic and martensitic stainless steels are widely used for surgical instruments, shafts, handles, and structural components. Common grades include 316L, 304, 17-4 PH, 420, 440A, and 455 stainless steel. For surgical instruments, ASTM F899 is frequently referenced for stainless steel materials.
316L stainless steel is valued for corrosion resistance and biocompatibility, while 17-4 PH and martensitic stainless steels are chosen when higher strength, hardness, or wear resistance is required.
Titanium and Titanium Alloys
Titanium Grade 2 and Ti-6Al-4V are common in orthopedic, dental, and implantable applications. Titanium provides a high strength-to-weight ratio, excellent corrosion resistance, and favorable biological response. However, titanium machining requires careful heat control, sharp tooling, rigid setups, and appropriate coolant strategy because of its low thermal conductivity and tendency to gall.
Cobalt-Chromium Alloys
Cobalt-chromium alloys are used where high wear resistance, strength, and corrosion resistance are needed, such as orthopedic joint components and dental frameworks. These alloys are difficult to machine due to work hardening and tool wear, often requiring optimized carbide tools, controlled cutting parameters, and robust fixturing.
Specialty Metals
Nitinol, magnesium alloys, platinum-iridium, MP35N, and high-performance nickel alloys may be used in specialized medical applications. These materials require process-specific expertise, especially when shape memory behavior, elastic recovery, or micro-scale features are involved.
Material selection considerations for buyers and design engineers
When comparing materials, engineering teams should evaluate mechanical strength, corrosion resistance after sterilization, magnetic properties, surface treatment compatibility, machinability, cost, regulatory history, and availability of certified mill test reports. For implantable components, material standards and biocompatibility evidence should be confirmed early in the design phase.
Core Machining Processes for Medical Devices and Instruments
Different machining processes are selected based on geometry, volume, tolerances, burr risk, and surface finish requirements. Many medical components require a combination of machining and finishing operations rather than a single process.
Fraisage CNC
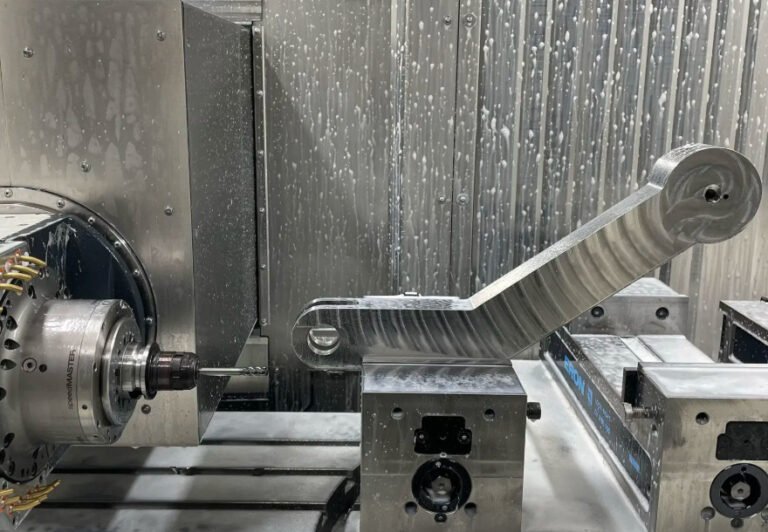
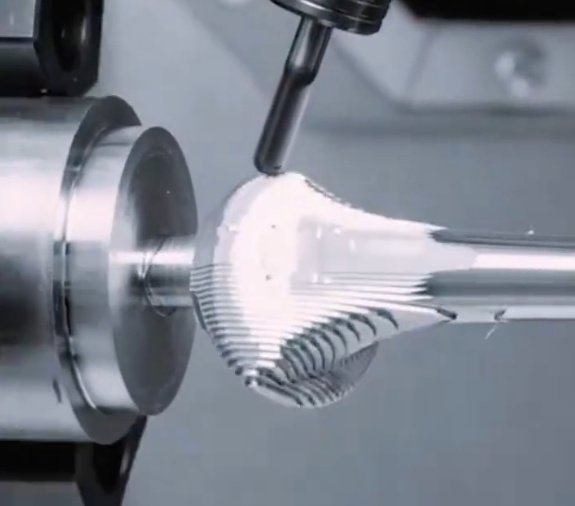
CNC milling is used for plates, housings, instrument bodies, orthopedic tools, surgical handles, and complex prismatic parts. 3-axis milling is suitable for basic pockets, slots, and profiles, while 4-axis and 5-axis milling improve access to complex angles, undercuts, and curved surfaces.
5-axis CNC machining can reduce the number of setups, improving positional accuracy and lowering stack-up error. For surgical instruments with angled jaws, ergonomic contours, or multi-face features, fewer setups often lead to better repeatability.
Swiss-Type CNC Turning
Swiss machining is widely used for long, slender, and miniature medical components such as bone screws, dental implant parts, pins, shafts, cannulated components, and micro fasteners. Guide-bushing support helps maintain concentricity and reduces deflection during machining.
For small-diameter parts, Swiss-type turning can produce tight concentricity, fine threads, cross holes, slots, and milled flats in a single automated cycle, making it efficient for medium- to high-volume production.
EDM Machining
Wire EDM and sinker EDM are used for hard metals, sharp internal corners, micro slots, precision profiles, and features that are difficult to produce with conventional cutting tools. EDM is particularly useful for cobalt-chromium, hardened stainless steel, and delicate instrument features.
Because EDM can alter the recast layer and surface integrity, post-processing may be required depending on the part’s function and regulatory risk classification.
Grinding, Honing, and Lapping
Precision grinding is used for cutting edges, cylindrical shafts, needle-like features, mating surfaces, and components requiring tight roundness or flatness. Honing and lapping may be specified for bores, sealing faces, and motion-critical interfaces.
Laser Cutting and Micro Machining
Laser cutting is common for thin-wall tubes, cannulas, stents, miniature jaws, and sheet-based surgical components. Micro machining supports features measured in tens of microns, but requires advanced inspection methods such as optical measurement, vision systems, and microscopy.
Tolerances, Surface Finish, and Edge Quality
Medical parts often combine tight tolerance requirements with strict surface quality expectations. A machined component may pass dimensional inspection but still fail due to burrs, surface defects, embedded contamination, or poor edge transitions.
Typical CNC machining tolerances for medical components may range from ±0.025 mm to ±0.005 mm depending on geometry, material, and production method. Micro components may require even tighter feature control, while large instrument bodies may prioritize functional fit, cleanability, and repeatability over extreme tolerances.
| Engineering Requirement | Common Measurement or Target | Pourquoi c'est important |
|---|---|---|
| Dimensional tolerance | Often ±0.025 mm to ±0.005 mm for precision features | Ensures assembly fit, alignment, and functional motion |
| Surface roughness | Commonly Ra 0.8 µm or finer for many contact surfaces | Improves cleanability, reduces friction, and supports passivation |
| Burr control | No loose burrs; controlled edge break per drawing | Reduces tissue damage, contamination risk, and assembly failure |
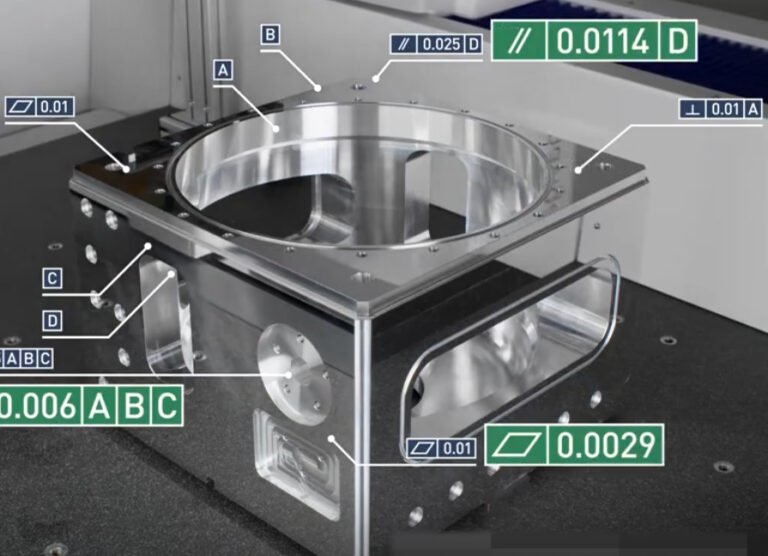
| Concentricity and runout | Defined by GD&T requirements | Critical for rotating tools, shafts, drills, and cannulated parts |
| Thread quality | Go/no-go gauges, optical inspection, pitch diameter checks | Essential for bone screws, implant fasteners, and modular assemblies |
Burr prevention and deburring are critical in surgical instrument manufacturing. Common methods include manual deburring under magnification, abrasive flow machining, tumbling, electropolishing, micro blasting, brush deburring, and thermal deburring where appropriate. The selected method must avoid damaging critical edges, threads, coatings, or identification markings.
Example engineering issue: burrs on a cannulated stainless steel shaft
A thin-wall cannulated 316L shaft with cross holes may develop internal burrs after drilling. If not removed, burrs can trap biological material, interfere with guidewire passage, or detach during use. A process improvement may combine optimized peck drilling, custom internal brush deburring, borescope inspection, and validated cleaning. In production, this can reduce rejected parts caused by internal burrs from double-digit percentages to low single digits when the process is properly controlled.
Surface Treatments and Finishing for Medical Metal Components
Medical machining rarely ends at the machine tool. Finishing operations influence corrosion resistance, appearance, cleanability, friction, and biological performance. The finishing route should be defined based on the part’s intended use, sterilization method, and regulatory classification.
Passivation
Passivation removes free iron and enhances the protective oxide layer on stainless steel. Common references include ASTM A967 and ASTM A380. Proper passivation reduces corrosion risk, especially for reusable surgical instruments exposed to steam sterilization, cleaning chemistries, and repeated handling.
Électropolissage
Electropolishing smooths microscopic peaks, improves corrosion resistance, and can enhance cleanability. It is often used for stainless steel cannulas, minimally invasive instruments, and fluid-contact components. However, material removal must be controlled to preserve dimensions and sharp functional features.
Anodizing and Surface Conversion
Titanium anodizing can provide color identification, oxide layer modification, and improved surface characteristics. In orthopedic systems, color coding helps distinguish screw diameters, plate families, or instrument sizes, reducing identification errors during surgery.
Laser Marking and UDI
Laser marking is widely used for part numbers, lot codes, scale markings, and unique device identification. Marking parameters must avoid corrosion initiation, excessive heat-affected zones, or poor readability after repeated sterilization cycles.
Quality Standards, Validation, and Traceability
Medical device machining suppliers are often expected to operate under ISO 13485 quality management systems. Depending on the market and device type, manufacturing may also align with FDA 21 CFR Part 820, EU Medical Device Regulation expectations, ISO 14971 risk management principles, ISO 10993 biocompatibility evaluation, and customer-specific quality agreements.
Traceability is a core requirement for medical machined parts. Material heat numbers, certificates of compliance, inspection records, process revisions, nonconformance reports, and lot history may be needed to support device history records and regulatory audits.
Méthodes d'inspection
Inspection techniques include coordinate measuring machines, optical comparators, vision systems, laser micrometers, surface roughness testers, thread gauges, pin gauges, air gauges, borescopes, hardness testing, and microscopy. For high-risk components, inspection plans may include first article inspection, in-process checks, final inspection, and statistical process control.
Process Validation
Some medical manufacturing steps require IQ, OQ, and PQ validation, particularly when output cannot be fully verified by later inspection or when the process affects cleanliness, passivation, marking durability, bonding, or sterilization-related performance. Machining itself may be controlled through documented setup procedures, tool life limits, fixture qualification, and capability studies.
Documentation Expected by OEMs
- Material certificates and heat lot traceability
- First article inspection reports
- Dimensional inspection records
- Certificate of conformance
- Process flow diagrams and control plans
- Risk-based inspection plans
- Nonconformance and corrective action records
- Special process validation records where applicable
Supplier qualification checklist for medical machining buyers
- Confirm ISO 13485 certification or documented medical quality controls.
- Review experience with the specific material, such as titanium, 316L, 17-4 PH, cobalt-chromium, or nitinol.
- Ask whether the supplier can maintain lot-level traceability from raw material to finished part.
- Evaluate inspection capability for GD&T, surface roughness, small features, and internal burrs.
- Confirm control of passivation, electropolishing, laser marking, cleaning, and packaging processes.
- Assess change control discipline for tooling, machines, fixtures, software, and subcontracted processes.
Design for Manufacturability in Medical Machining
Design for manufacturability can reduce cost, lead time, scrap, and regulatory risk. Early collaboration between design engineers, manufacturing engineers, quality teams, and suppliers is especially valuable for medical components because late design changes may require revalidation, updated risk files, and new inspection plans.
Avoid Unnecessary Tight Tolerances
Tight tolerances should be reserved for functional interfaces. Over-tolerancing noncritical features increases cycle time, tool wear, inspection burden, and scrap. A tolerance that is easy on a simple prismatic part may be difficult on a thin-wall titanium tube or a long Swiss-turned shaft.
Plan for Tool Access
Deep pockets, sharp internal corners, narrow slots, and high aspect-ratio holes can significantly increase machining difficulty. Adding radii, relief features, or alternative datum strategies can improve manufacturability without compromising function.
Define Edge Breaks Clearly
Drawings should distinguish between sharp functional edges, safe handling edges, and burr-free requirements. Ambiguous notes such as “remove all burrs” are often insufficient for surgical devices. A better approach is to define acceptable edge radius, maximum burr height, and inspection method where relevant.
Consider Cleaning and Sterilization
Reusable instruments should avoid inaccessible crevices that trap soil or cleaning fluid. Surface finish, hole intersections, hinge geometry, and marking depth can influence cleaning validation and sterilization performance.
Real Engineering Examples and Measurable Outcomes
Medical machining improvements are often achieved by combining tooling changes, fixture design, inspection strategy, and process controls. The following examples illustrate common engineering problems and practical outcomes.
| Problème | Process Change | Measured or Typical Result |
|---|---|---|
| Thread inconsistency on titanium bone screws | Optimized thread whirling parameters, controlled tool life, in-process pitch diameter checks | Improved thread repeatability and reduced assembly-related rejects |
| Distortion in thin stainless surgical jaws | Balanced roughing strategy, stress-relief planning, custom soft jaws, finish machining after heat treatment | Better jaw alignment and reduced manual rework |
| Corrosion after repeated autoclave exposure | Improved surface finish, verified passivation, elimination of embedded iron contamination | Higher resistance to staining and improved instrument lifecycle performance |
| Poor repeatability in multi-setup instrument bodies | Converted to 5-axis machining with fewer datum transfers | Reduced positional variation and simplified inspection strategy |
| Internal burrs in cross-drilled cannulas | Toolpath optimization, micro deburring, borescope verification | Lower risk of loose particles and improved guidewire passage |
For buyers, the lowest unit price is rarely the lowest total cost in medical machining. Scrap, reinspection, delayed validation, undocumented process changes, poor burr control, and weak traceability can create larger costs than the machining price itself.
Cost Drivers in Medical Device and Surgical Instrument Machining
The cost of machined medical components is influenced by material, geometry, tolerance, surface finish, inspection level, documentation, lot size, and finishing requirements. High-value materials such as titanium, cobalt-chromium, and nitinol increase both raw material cost and machining complexity.
Major Cost Factors
- Material grade, certification requirements, and minimum order quantities
- Cycle time, machine type, and number of setups
- Tool wear, especially with titanium, cobalt-chromium, and hardened stainless steel
- Deburring and manual finishing time
- Inspection complexity, including GD&T and surface roughness verification
- Passivation, electropolishing, anodizing, laser marking, and cleaning
- Packaging, labeling, and lot traceability requirements
- Validation, first article inspection, and production documentation
For procurement teams, a robust quote review should compare not only piece price but also included documentation, inspection sampling, finishing scope, raw material traceability, quality system maturity, and change control terms.
Key Takeaways for Medical Machining Projects
Usinage des métaux for medical devices and surgical instruments requires precision engineering, controlled manufacturing, and documented quality. Successful projects typically begin with manufacturable designs, validated material choices, realistic tolerance strategies, and suppliers capable of meeting medical documentation expectations.
The best results come from aligning design intent, machining capability, inspection planning, finishing requirements, and regulatory documentation before production begins. This approach reduces technical risk, improves repeatability, and supports safer, more reliable medical products.