Les brides en acier au carbone sont des connecteurs mécaniques utilisés pour raccorder des tuyaux, des vannes, des pompes, des réservoirs sous pression et des équipements dans les systèmes de tuyauterie industriels. Elles constituent un joint boulonné et étanche qui peut être assemblé, inspecté et démonté plus facilement qu'un joint soudé permanent. Notre gamme de brides en acier au carbone comprend des brides forgées et des brides en tôle pour le pétrole et le gaz, la pétrochimie, la production d'énergie, le traitement de l'eau, la construction navale, le chauffage, la ventilation et la climatisation, l'exploitation minière et la tuyauterie générale.
Les normes disponibles comprennent ASME B16.5, ASME B16.47 série A/B, EN 1092-1, DIN, JIS et des dessins spécifiques au projet. Les matériaux courants comprennent ASTM A105, ASTM A350 LF2, ASTM A694, EN P245GH, P250GH, C22.8 et les nuances d'acier au carbone équivalentes. Les brides peuvent être fournies avec une face surélevée, une face plate, un joint annulaire, un grand joint mâle-femelle, une languette et une rainure, une finition dentelée, un revêtement antirouille et une traçabilité complète des matériaux.
Aperçu du produit
Une bride en acier au carbone est sélectionnée en fonction de la taille du tuyau, de la pression nominale, du type de revêtement, de la qualité du matériau, de la plage de température, de la résistance à la corrosion et de la méthode d'installation. Par rapport aux brides en acier inoxydable ou en acier allié, l'acier au carbone offre un équilibre économique entre résistance, usinabilité et disponibilité pour les services non corrosifs et modérément corrosifs lorsque le revêtement, le joint et la boulonnerie appropriés sont utilisés.
Pour les services critiques, brides forgées en acier au carbone sont préférables car le processus de forgeage affine le flux des grains et améliore la consistance mécanique. Les brides en tôle peuvent convenir pour les conduites de service public à basse pression, les systèmes d'alimentation en eau ou les applications non critiques lorsque les normes du projet autorisent leur utilisation.
Principales spécifications des brides en acier au carbone
| Objet | Options disponibles |
|---|---|
| Produit | Brides en acier au carbone, brides en acier au carbone, brides forgées, brides pour tuyaux |
| Gamme de tailles | 1/2" à 60" pour l'approvisionnement standard ; dimensions supérieures disponibles sur plan |
| Classe de pression | ASME Classe 150, 300, 400, 600, 900, 1500, 2500 |
| EN Pression nominale | PN6, PN10, PN16, PN25, PN40, PN63, PN100 |
| Normes | ASME B16.5, ASME B16.47, MSS SP-44, EN 1092-1, DIN, JIS B2220, BS 4504 |
| Grades de matériaux | ASTM A105, A350 LF2, A694 F42-F70, Q235, Q345, P245GH, P250GH, C22.8 |
| Face | RF, FF, RTJ, LMF, SMF, languette et rainure, parement sur mesure |
| Finition de la surface | Huile antirouille, peinture noire, peinture jaune, zingage, galvanisation à chaud, revêtement époxy. |
| Essais | Contrôle dimensionnel, PMI si nécessaire, UT, MT, essai de dureté, MTC EN 10204 3.1 |
Types de brides en acier au carbone
Le choix du type de bride dépend de la configuration de la tuyauterie, de la méthode de soudage, de la pression nominale, de l'accès pour l'inspection et des exigences en matière de maintenance. Les types suivants sont largement utilisés dans les projets industriels.
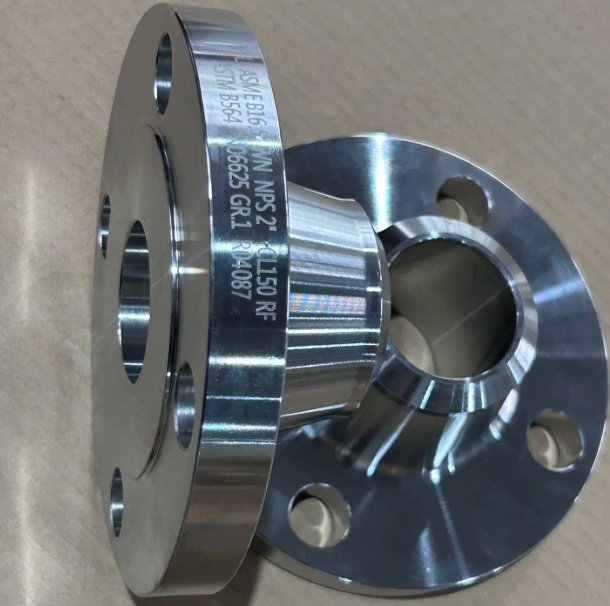
Bride à collet soudé
Les brides à collet soudé ont un long moyeu conique et sont soudées bout à bout au tuyau. La transition progressive réduit la concentration des contraintes, ce qui les rend adaptées aux hautes pressions, aux hautes températures, aux charges cycliques, aux conduites de vapeur, aux unités de raffinage et aux tuyauteries de processus critiques.
Bride à emboîter
Les brides coulissantes glissent sur le tuyau et sont normalement soudées à l'intérieur et à l'extérieur. Elles sont plus faciles à aligner que les brides à collet soudé et sont souvent utilisées dans les lignes à basse et moyenne pression, les systèmes d'eau et les tuyauteries industrielles générales.
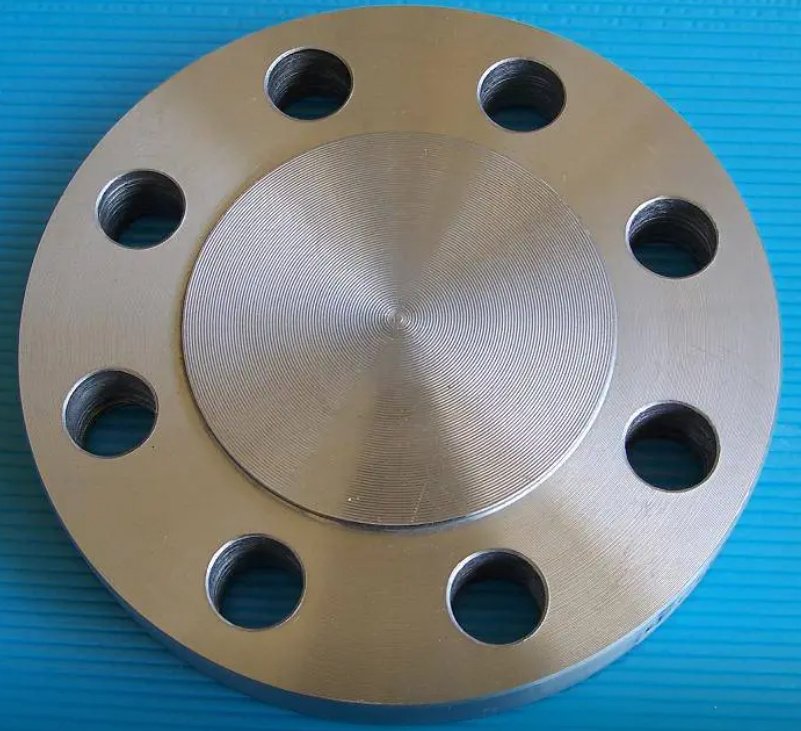
Bride aveugle
Les brides aveugles ferment l'extrémité d'un système de tuyauterie, la sortie d'une vanne ou la buse d'un appareil sous pression. Elles sont couramment utilisées pour les essais hydrostatiques, les futurs points d'expansion et l'isolation pour la maintenance. Pour les services à haute pression, l'épaisseur de la bride aveugle et la charge des boulons doivent être soigneusement vérifiées.
Bride à souder
Les brides à emboîtement sont utilisées sur les tuyauteries haute pression de petit diamètre. Le tuyau est inséré dans l'emboîture et soudé à l'arc. Elles permettent un bon alignement et sont courantes dans les usines chimiques, les lignes hydrauliques et les services liés à l'instrumentation.
Bride filetée
Les brides filetées se raccordent aux tuyaux sans soudure. Elles sont utilisées là où le soudage est limité, comme dans certains services publics à basse pression ou dans les zones dangereuses. L'engagement du filetage, la compatibilité du mastic d'étanchéité et les conditions de vibration doivent être vérifiés avant la sélection.
Bride à recouvrement
Les brides à recouvrement sont utilisées avec des embouts de raccordement. Elles permettent la rotation de la bride pour l'alignement des trous de boulons et sont utiles dans les systèmes nécessitant un démontage fréquent. Dans les tuyauteries en acier au carbone, elles peuvent être choisies pour les conduites de grand diamètre où la flexibilité de l'alignement réduit le temps d'installation.
Grades de matériaux et conditions de service
| Qualité des matériaux | Utilisation typique | Notes d'ingénierie |
|---|---|---|
| ASTM A105 | Brides générales en acier au carbone forgé pour service à température ambiante et élevée | Choix courant pour les brides forgées ASME B16.5 ; largement disponibles et rentables |
| ASTM A350 LF2 | Service à basse température | Convient lorsque la résistance aux chocs est requise ; l'essai de résilience Charpy peut être spécifié. |
| ASTM A694 F42-F70 | Brides en acier au carbone à haute limite d'élasticité pour pipelines de transport | Utilisé pour les pipelines et les applications à haute pression nécessitant une limite d'élasticité plus élevée |
| EN P245GH / P250GH | Équipements sous pression européens et tuyauteries liées aux chaudières | Souvent fournis conformément à la norme EN 1092-1 avec, le cas échéant, la documentation relative à la DESP. |
| Q235 / Q345 | Tuyauterie industrielle générale et tuyauterie d'utilité publique | Courant dans les systèmes non critiques ; la compatibilité avec les normes doit être confirmée. |
Pour les projets à basse température, le matériau n'est pas sélectionné uniquement en fonction de la classe de pression. ASTM A350 LF2 est souvent spécifié lorsque la température de conception exige une résistance aux chocs vérifiée. Pour les applications de pipelines avec des exigences de rendement plus élevées, les grades ASTM A694 peuvent réduire l'épaisseur de la paroi ou correspondre aux spécifications des tuyaux à haute résistance, sous réserve de l'approbation du code du projet.
Processus de fabrication et d'usinage
La production de brides en acier au carbone comprend normalement l'inspection des matières premières, le découpage, le chauffage, le forgeage ou le formage, le traitement thermique, l'usinage grossier, l'usinage de finition, le perçage, le dressage, le marquage, l'inspection et la protection de la surface. Les dimensions critiques comprennent le diamètre extérieur, le diamètre du cercle de boulons, le diamètre du trou de boulon, l'épaisseur de la bride, le diamètre du moyeu, l'alésage, la hauteur de la face surélevée et la finition de l'assise du joint.
- Les matières premières sont vérifiées par rapport aux spécifications d'achat, à l'indice thermique et à la composition chimique.
- Les billettes ou les anneaux sont chauffés et forgés pour améliorer la densité et les propriétés mécaniques.
- La normalisation, le recuit ou le détensionnement sont effectués en fonction de la qualité du matériau et des exigences de la norme.
- Le tournage CNC permet de contrôler l'épaisseur de la bride, l'alésage, le profil du moyeu et la géométrie de la face d'étanchéité.
- Le perçage et l'usinage des trous de boulons sont réalisés conformément aux dimensions ASME, EN, DIN ou JIS.
- L'inspection finale vérifie les dimensions, l'état de surface, le marquage et la documentation.
La surface d'appui du joint est particulièrement importante. Une bride à face surélevée ASME typique avec une finition dentelée peut nécessiter une plage de rugosité contrôlée convenant aux joints spiralés, en graphite, en PTFE ou sans amiante. Une finition incorrecte peut réduire l'adhérence du joint ou provoquer des fuites prématurées sous l'effet des cycles thermiques.
L'importance de la finition du parement dans l'étanchéité des brides
Dans un projet de service public de vapeur, les fuites ont été attribuées à une inadéquation entre les faces lisses des brides et un type de joint nécessitant une dentelure. Après avoir remplacé les faces par une finition dentelée phonographique contrôlée et appliqué la séquence de couple recommandée pour les boulons, la ligne a passé le test hydrostatique sans fuite visible. Le résultat pratique a été une réduction du temps de reprise, qui est passé de deux équipes d'arrêt à une équipe d'inspection.
Contrôle de la qualité et documentation
Le contrôle de la qualité des brides en acier au carbone doit être aligné sur le code de conception, la classe de pression et le risque de service. Les acheteurs et les ingénieurs doivent confirmer non seulement la taille et la cote de la bride, mais aussi le niveau d'inspection, l'état du traitement thermique et les exigences en matière de certificat.
- Certificat d'essai des matériaux conformément à la norme EN 10204 3.1 ou à l'équivalent du projet
- Vérification de la composition chimique et des propriétés mécaniques
- Contrôle dimensionnel à l'aide de jauges et d'outils de mesure calibrés
- Contrôle visuel des fissures, des plis, des bosses, de la stratification et de l'usure. usinage de brides défauts
- Essais par ultrasons pour certaines brides forgées ou de grand diamètre lorsque cela est spécifié
- Essai de magnétoscopie pour la détection des fissures superficielles, si nécessaire.
- Essais de dureté pour les matériaux traités thermiquement et les exigences spécifiques des projets
- Inspection du marquage pour la norme, la taille, la classe, le matériau, le numéro de série et le fabricant
Pour l'exportation et les projets EPC, traçabilité depuis le numéro de série jusqu'au marquage final permet d'éviter l'installation de matériaux mixtes. Ceci est particulièrement important lorsque des brides A105, LF2 et A694 sont utilisées sur le même site mais dans des services de température ou de pression différents.
Documents d'inspection types fournis avec les brides en acier au carbone
- Facture commerciale et liste de colisage
- Certificat d'essai des matériaux
- Rapport d'inspection dimensionnelle
- Enregistrement du traitement thermique, le cas échéant
- Rapport CND lorsque des essais UT, MT ou autres sont nécessaires
- Certificat d'origine lorsqu'il est requis pour le dédouanement
Considérations relatives à la sélection des ingénieurs
Le choix des brides en acier au carbone n'est pas seulement une question de catalogue. L'ingénieur doit vérifier le schéma de tuyauterie, la pression et la température de calcul, le type de joint, le matériau des boulons, la résistance à la corrosion, la compatibilité des fluides et l'environnement d'installation.
Pression et température nominales
Les brides ASME sont classées par classe, mais la pression admissible diminue à mesure que la température augmente. Par exemple, une bride ASME en acier au carbone de classe 150 peut convenir pour de nombreux services liés à l'eau et à la vapeur à basse pression, alors que la classe 300 ou la classe 600 peut être nécessaire pour des conditions de pression ou de température plus élevées. Vérifiez toujours le tableau des valeurs nominales de pression et de température pour le groupe de matériaux sélectionné.
Correspondance entre le schéma de tuyauterie et l'alésage
Les brides à collet et à emboîtement à souder doivent correspondre à l'épaisseur ou au diamètre de la paroi du tuyau. Une inadéquation de l'alésage peut créer des turbulences, augmenter la chute de pression, compliquer le soudage et introduire une concentration de contraintes. Pour les lignes de traitement, le bon de commande doit spécifier le schéma de tuyauterie, et pas seulement la taille nominale du tuyau.
Compatibilité des joints et des boulons
La bride, le joint et la boulonnerie forment un seul système d'étanchéité. Les brides à face surélevée avec des joints spiralés sont courantes dans les raffineries et les centrales électriques, tandis que les brides à face plate sont souvent utilisées avec des joints à face pleine lorsque des équipements en fonte sont raccordés. Un serrage excessif peut endommager les joints ; un serrage insuffisant peut provoquer des fuites.
Une référence pratique sur le terrain est que de nombreuses fuites de brides sont liées à des problèmes d'assemblage plutôt qu'à une défaillance du matériau de la bride. Une séquence de serrage contrôlée, des outils dynamométriques calibrés et des surfaces de joints propres peuvent améliorer de manière significative les taux de réussite des tests d'étanchéité dès la première fois.
Erreurs courantes à éviter lors de la commande de brides
- Commande d'une bride à collet soudé sans spécifier le diamètre du tube ou l'alésage.
- Mélange de types de parements RF et FF dans le même joint sans l'approbation de l'ingénieur.
- Sélection de l'acier A105 pour les applications à basse température nécessitant un essai d'impact LF2.
- Utilisation des dimensions de la classe 150 lorsque les spécifications du projet prévoient PN16 ou PN40.
- Oublier de spécifier les exigences en matière de revêtement pour le stockage en extérieur ou en mer.
Applications
Les brides en acier au carbone sont utilisées partout où des raccords de tuyauterie détachables et fiables sont nécessaires. Elles sont couramment installées dans :
- Stations de collecte de pétrole et de gaz, terminaux et systèmes d'oléoducs
- Unités de traitement des raffineries, parcs de stockage et installations de chargement
- Usines pétrochimiques et lignes de traitement chimique
- Centrales électriques, systèmes de chaudières et réseaux de distribution de vapeur
- Approvisionnement en eau des municipalités, traitement des eaux usées et usines de dessalement
- Canalisations et stations de pompage pour la protection contre les incendies
- Construction navale, modules offshore et systèmes auxiliaires marins
- Conduites de boues minières, systèmes d'air comprimé et utilités industrielles
Pour les projets extérieurs, protection de la surface doit être choisi en fonction de la durée de stockage, de l'itinéraire de transport et de l'environnement du site. La peinture noire ou l'huile antirouille peuvent suffire pour un stockage à court terme à l'intérieur, tandis que la galvanisation à chaud, le revêtement époxy ou une protection spéciale peuvent être mieux adaptés aux conditions côtières, humides ou à l'exportation sur de longues distances.
Guide de l'acheteur et de l'approvisionnement
Une demande de renseignements complète sur les brides permet de réduire le temps de clarification et d'éviter les erreurs dimensionnelles. Les équipes chargées des achats doivent fournir la norme, la taille nominale, la classe de pression ou le classement PN, la qualité du matériau, le type de bride, le type de revêtement, le schéma de tuyauterie, la quantité, le revêtement, les exigences en matière d'inspection et la destination.
| Informations à préciser | Exemple |
|---|---|
| Standard | ASME B16.5 |
| Taille et puissance | 4" Classe 300 |
| Type | Bride à collet soudé |
| Matériau | ASTM A105N ou ASTM A350 LF2 |
| Face | Finition dentelée RF |
| Schéma des tuyaux | SCH 40, SCH 80 ou alésage spécifique au projet |
| L'inspection | MTC 3.1, rapport dimensionnel, test MT si nécessaire |
| Revêtement | Peinture noire, huile antirouille, galvanisée ou époxy. |
Pour les projets d'achat, il est recommandé de regrouper les brides en acier au carbone par norme et par classe de pression avant de passer commande. Cela permet de réduire les erreurs d'emballage, de simplifier l'inspection de réception sur site et d'améliorer l'efficacité de l'installation. Lorsque plusieurs normes de brides sont utilisées dans un projet, il convient de vérifier soigneusement le schéma des trous de boulons et la compatibilité des raccordements face à face.
Emballage, marquage et manutention à l'exportation
Le marquage standard comprend normalement la qualité du matériau, la taille nominale, la classe de pression, la norme, le numéro de série et l'identification du fabricant. Pour les petites brides, les marquages peuvent être estampillés sur le bord de la bride. Pour les brides de grand diamètre, un marquage supplémentaire à la peinture ou des étiquettes peuvent être utilisés pour faciliter l'identification de l'entrepôt.
Les brides sont généralement emballées dans des caisses en bois, des caisses en contreplaqué ou des palettes avec un film imperméable. Les faces d'étanchéité sont protégées par des capuchons en plastique, des couvercles en contreplaqué ou du papier antirouille, en fonction de la taille et des conditions d'expédition. Un emballage adéquat réduit les dommages à la face d'étanchéité lors du chargement des conteneurs, du transport intérieur et de la manutention sur le site.
Pourquoi spécifier des brides en acier au carbone pour la tuyauterie industrielle ?
Les brides en acier au carbone restent l'un des composants de raccordement de tuyauterie les plus utilisés, car elles allient résistance, normalisation, grande disponibilité des matériaux et coût compétitif. Lorsqu'elles sont correctement spécifiées, fabriquées et installées, elles assurent un service fiable dans les systèmes de tuyauterie sous pression dans le cadre de projets d'infrastructure dans les secteurs de l'énergie, de l'eau, de la chimie et de l'industrie.
Qu'il s'agisse de brides forgées à collet soudé ASTM A105, de brides aveugles basse température A350 LF2 ou de brides à plaques classées PN EN 1092-1, les performances finales dépendent d'une sélection technique précise, d'un usinage contrôlé, d'une documentation vérifiée et d'une installation correcte. Une spécification bien définie permet de s'assurer que les brides livrées s'adaptent au système de tuyauterie, passent l'inspection et fonctionnent en toute sécurité tout au long de la durée de vie prévue.