
Stainless Steel Machining Services
Stainless steel machining services support the production of corrosion-resistant, high-strength components for medical devices, aerospace assemblies, marine hardware, food processing equipment, instrumentation, energy systems, and industrial automation. Because stainless steels combine toughness, work hardening behavior, heat resistance, and surface finish requirements, they require controlled CNC processes rather than generic metal cutting parameters.
- Fast prototype & low MOQ support
- Tight tolerance up to +0.002mm
- Surface finishing available
- Engineering review before production
Precision Stainless Steel CNC Machining Capabilities
Stainless steel machining services support the production of corrosion-resistant, high-strength components for medical devices, aerospace assemblies, marine hardware, food processing equipment, instrumentation, energy systems, and industrial automation. Because stainless steels combine toughness, work hardening behavior, heat resistance, and surface finish requirements, they require controlled CNC processes rather than generic metal cutting parameters. Stainless steel parts are commonly produced using CNC milling, CNC turning, Swiss-type turning, mill-turn machining, drilling, tapping, reaming, boring, threading, engraving, and secondary finishing. The right process depends on part geometry, annual volume, tolerance class, material grade, and post-processing requirements.
Precision Milling
- Multi-axis CNC milling for complex geometries.
- Tight tolerances as tight as ±0.002mm and fine surface finishes.
- Suitable for prototypes and mass production.
CNC Turning
- High-speed turning for shafts, rods, and cylindrical parts.
- Thread cutting, grooving, and facing operations.
- Supports both small and large batch production.
Drilling, Tapping & Boring
- CNC drilling for holes of all sizes and depths.
- Threading and tapping for assemblies.
- High repeatability for precision alignment.
Multi-Axis Machining
- 4-axis and 5-axis machining for intricate parts.
- Reduced setups and improved accuracy.
- Ideal for aerospace, automotive, and medical components.
Secondary Operations
- Deburring, grinding, tapping, honing, keyways, broaching support.
- Specialized processes for hard-to-machine metals.
- Used when critical surfaces, fit, or assembly requirements exceed standard machining
CNC Prototyping
- Rapid CNC prototyping to test designs quickly.
- Small batch to full-scale production runs.
- Flexible workflow to meet tight deadlines.
CNC Milling and Turning for Stainless Steel Components
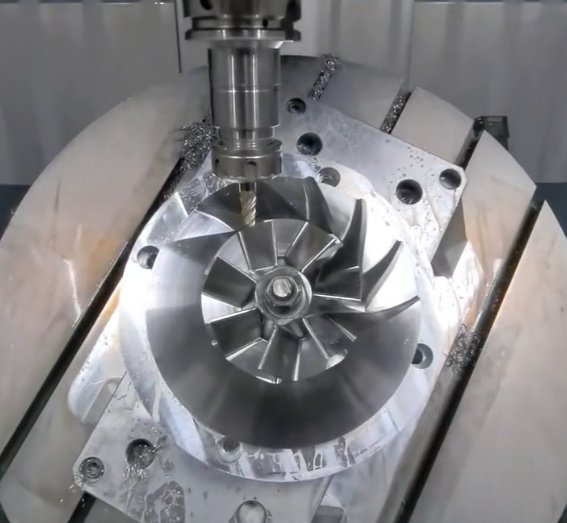
Stainless steel CNC milling is used for prismatic and complex parts requiring flatness, perpendicularity, pocket depth control, hole location accuracy, and machined surface consistency. Typical operations include face milling, end milling, helical interpolation, thread milling, chamfering, counterboring, and 3D contour finishing.
Stainless steel CNC turning is used for cylindrical components requiring outer diameters, inner diameters, grooves, tapers, threads, sealing surfaces, and concentric features. For turned stainless steel parts, stable workholding, correct insert geometry, and controlled chip breaking are especially important because long stringy chips can damage surfaces and create process instability.
For complex parts, mill-turn machining can reduce tolerance stack-up by completing multiple features in one clamping. This is especially useful when a part has both turned diameters and milled flats, cross-holes, slots, wrench features, or off-axis ports.
Common Stainless Steel Grades for Machined Parts
Material selection has a direct impact on machinability, corrosion resistance, strength, magnetic response, weldability, heat treatment, and cost. The following grades are frequently used in precision machining projects.
| Grade | Machinability Profile | Typical Use Cases |
|---|---|---|
| 303 Stainless Steel | Excellent machinability due to sulfur addition; lower corrosion resistance than 304 | Fittings, fasteners, bushings, shafts, instrument components |
| 304 Stainless Steel | Good corrosion resistance; more prone to work hardening than 303 | Food equipment, housings, brackets, general industrial parts |
| 316 Stainless Steel | Improved chloride and chemical resistance; more difficult to machine | Marine parts, medical components, chemical processing equipment |
| 17-4 PH Stainless Steel | Precipitation hardening grade; high strength after heat treatment | Aerospace fittings, shafts, valve parts, structural components |
| 416 Stainless Steel | Free-machining martensitic grade; magnetic; heat treatable | Gears, shafts, screws, valve components |
| 420 Stainless Steel | Hardenable; moderate corrosion resistance; tool wear must be controlled | Cutting tools, surgical instruments, wear-resistant parts |
| 440C Stainless Steel | High hardness and wear resistance after heat treatment | Bearings, precision balls, valve seats, wear components |
| Duplex Stainless Steel | High strength and chloride stress corrosion resistance; challenging to machine | Oil and gas parts, marine systems, pressure components |
Tolerances, Surface Finish, and Inspection
| Feature Type | Common Machining Range | Notes |
|---|---|---|
| General linear dimensions | ±0.005 in / ±0.13 mm | Often practical for non-critical milled or turned features |
| Precision diameters | ±0.0005 to ±0.001 in / ±0.013 to ±0.025 mm | May require finish turning, boring, reaming, honing, or grinding |
| Flatness and parallelism | Application-dependent | Thin stainless parts may move after stress relief or material removal |
| Surface finish | Ra 32 µin / 0.8 µm or better when specified | Fine finishes may require optimized finishing passes or polishing |
| Threads | Unified, metric, NPT, BSP, custom forms | Thread gauges, thread mills, and controlled deburring support reliable assembly |
Inspection methods used for stainless steel machined parts
- Coordinate measuring machine inspection for GD&T-controlled parts
- Optical measurement for small features and edge conditions
- Surface roughness testing for sealing, sliding, and cosmetic requirements
- Thread plug and ring gauges for internal and external threads
- Pin gauges, bore gauges, height gauges, micrometers, and calipers for production checks
- Material certification review when traceability is required
Why Stainless Steel Is Difficult to Machine
Key machining challenges in stainless steel
- Work hardening: Austenitic grades such as 304 and 316 can harden rapidly when feeds are too light or tools are dull.
- Heat concentration: Stainless steel has lower thermal conductivity than carbon steel, so heat tends to remain near the cutting edge.
- Built-up edge: Material can adhere to the tool, causing poor surface finish, dimensional drift, and premature tool failure.
- Tool deflection: High cutting forces can affect thin walls, small diameters, and deep pocket features.
- Burr formation: Tough stainless chips can create heavy burrs around cross-holes, slots, and thread exits.
- Galling risk: Threaded stainless parts may seize if thread geometry, finish, or lubrication is not considered.
Engineering Controls That Improve Machined Stainless Parts
Stainless steel machining quality is strongly influenced by decisions made before cutting begins. Proper design review, fixture planning, toolpath simulation, and inspection planning reduce scrap and improve repeatability.
Tooling and Cutting Strategy
Carbide tooling with suitable coatings can reduce friction and improve tool life. In stainless steel, maintaining a consistent chip load is usually better than taking extremely light cuts. Rubbing increases heat, accelerates work hardening, and may damage both the part and cutting edge.
Workholding and Part Stability
Rigid workholding prevents vibration and dimensional movement. For thin-wall stainless components, fixture pressure must be balanced to avoid distortion during clamping and spring-back after release. Soft jaws, custom fixtures, vacuum assistance, and sacrificial tabs may be used depending on part shape.
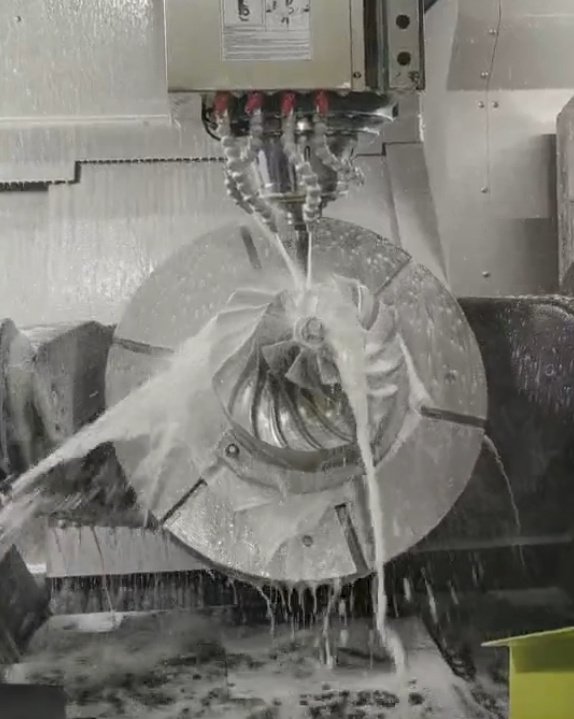
Coolant and Chip Evacuation
Flood coolant and high-pressure coolant help remove heat and evacuate chips from the cutting zone. This is particularly important during drilling, deep pocket milling, threading, and grooving, where recutting chips can damage the surface and reduce tool life.
Deburring and Edge Breaks
Stainless steel burrs can be tough and sharp. Drawings should define acceptable edge breaks, chamfers, radii, and deburr requirements, especially for medical, food-contact, sealing, and assembly-critical components.
Finishing and Post-Processing Options
| Finish or Post-Process | Purpose | Common Considerations |
|---|---|---|
| Passivation | Removes free iron and supports corrosion resistance | Often specified for 300-series and medical or food-contact stainless parts |
| Electropolishing | Improves smoothness, cleanability, and corrosion performance | May slightly reduce dimensions and round sharp edges |
| Mechanical Polishing | Improves cosmetic finish or reduces surface roughness | Requires clear finish direction and acceptable visual criteria |
| Bead Blasting | Creates uniform matte appearance | Media selection and cleanliness matter for corrosion-sensitive parts |
| Heat Treatment | Improves hardness or strength in grades such as 17-4 PH, 420, and 440C | May require finish machining after heat treat for tight tolerances |
| Grinding or Honing | Achieves tight diameters, roundness, and surface finish | Used for bearing fits, sealing surfaces, and precision bores |
Passivation notes for machined stainless steel
Passivation is not a coating. It is a chemical cleaning process that removes free iron and helps restore the chromium-rich oxide layer that gives stainless steel its corrosion resistance. Machining fluids, carbon steel contamination, embedded particles, and handling residue can affect corrosion performance if not controlled before passivation.
Real Engineering Problems and Data-Based Improvements
Stainless steel machining projects often fail because the process is technically possible but not stable enough for repeated production. Below are representative engineering examples that show how process changes can improve cost, quality, and reliability.
| Problem | Process Change | Measured or Practical Result |
|---|---|---|
| 316 stainless manifold had burrs at intersecting drilled ports | Changed drilling sequence, added controlled chamfer toolpath, and inspected port intersections with borescope | Manual deburring time reduced by about 35% and sealing-surface rework was reduced |
| 304 stainless bracket moved after heavy pocket milling | Used balanced roughing passes, stress-relieved stock, and finish passes after unclamp-rest cycle | Flatness variation improved from approximately 0.30 mm to under 0.10 mm on the evaluated lot |
| 17-4 PH shaft required tight bearing diameter after H900 aging | Left grinding stock before heat treatment and finish ground the bearing journal after aging | Diameter capability held within ±0.010 mm with improved roundness consistency |
| 303 stainless threaded fitting showed assembly galling | Improved thread finish, adjusted thread relief, and specified compatible anti-galling lubricant for assembly | Assembly torque became more consistent and field seizure complaints decreased |
These examples reflect a key point: machining stainless steel successfully requires control of the full manufacturing chain, including material condition, cutting strategy, heat treatment, finishing, inspection, and assembly behavior.
Design Guidelines for Stainless Steel Machined Parts
Good part design reduces machining time, improves yield, and helps maintain dimensional stability. The following guidelines are useful when designing parts for CNC stainless steel machining.
- Use 303 stainless steel when machinability is more important than maximum corrosion resistance.
- Use 316 stainless steel for marine, chloride, medical, and chemical environments where corrosion resistance is critical.
- Avoid unnecessarily deep narrow pockets because stainless steel requires effective chip evacuation and tool rigidity.
- Add internal corner radii that match practical end mill sizes rather than specifying sharp internal corners.
- Specify tolerances only where function requires them; overly tight tolerances can increase setup, inspection, and finishing cost.
- Define surface roughness requirements for sealing faces, sliding interfaces, cosmetic surfaces, and sanitary applications.
- Use thread reliefs and chamfers to improve assembly and reduce burr-related failures.
- Consider heat treatment sequence for 17-4 PH, 420, and 440C parts before finalizing critical dimensions.
- Identify passivation, electropolishing, or cleaning requirements on the drawing to avoid ambiguity.
- Provide 3D CAD files and 2D drawings when GD&T, material certification, or inspection reporting is required.
Industries Using Stainless Steel Machined Components
Stainless steel machined parts are widely used where corrosion resistance, hygiene, strength, temperature resistance, or long service life matters. Typical industries include:
- Medical and surgical instruments
- Dental devices and laboratory equipment
- Aerospace and defense assemblies
- Marine and offshore hardware
- Food and beverage processing machinery
- Pharmaceutical manufacturing equipment
- Oil, gas, and energy systems
- Robotics and industrial automation
- Semiconductor and electronics equipment
- Pump, valve, and fluid control systems
What to Evaluate When Comparing Stainless Steel Machining Suppliers
Supplier selection should go beyond machine lists. Stainless steel machining performance depends on material knowledge, fixture engineering, tool life management, inspection discipline, finishing control, and the ability to identify manufacturability risks before production.
| Evaluation Area | Why It Matters |
|---|---|
| Experience with stainless grades | 303, 304, 316, 17-4 PH, 416, 420, 440C, and duplex stainless steels behave differently under the tool |
| CNC milling and turning capacity | Supports both complex prismatic parts and precision round components |
| DFM review | Identifies avoidable cost drivers, tolerance risks, tool access issues, and finishing concerns |
| Inspection capability | Ensures GD&T, surface finish, thread quality, and critical dimensions are verified |
| Finishing control | Passivation, electropolishing, deburring, and heat treatment can affect final part performance |
| Production repeatability | Tool life tracking, fixture documentation, and process records reduce lot-to-lot variation |